Збірка нових ланок і розбирання знятих з колії з усіма супутніми операціями виконуються на виробничих базах колійних машинних станцій.
Бази розташовуються, як правило, поблизу великих залізничних станцій з тим, щоб їх виробничий персонал в зимовий час здійснював роботи по снегоборьбе. Станція, до якої примикає база, повинна мати колійний розвиток, що забезпечує маневрову роботу з вагонами, в яких надходять матеріали верхньої будови колії, і формування всіх господарських поїздів.
Базу будують в пункті, який володіє джерелами енерго - і водопостачання, поблизу житлового селища, в якому є школа, лікарня, установи культурного обслуговування. При виборі місця будівництва бази враховуються також обсяги колійних робіт з тим, щоб виконувати їх без передислокації бази навіть у перспективі.
Сучасна виробнича база - це високомеханізоване підприємство індустріального типу. На ній здійснюються:
вивантаження, складування і технологічне переміщення матеріалів верхньої будови колії;
вивантаження, складування в зимовий час і відвантаження в літній час баластних матеріалів (якщо фронт робіт розташований далеко від щебеневого заводу або азбестового кар'єра);
збірка нової колійної решітки;
розбирання знятої колійної решітки, сортування, складування і відвантаження старопридатних матеріалів верхньої будови колії;
ремонт старопридатних шпал;
навантаження і вивіз на перегін зібраної колійної решітки;
утримання та ремонт колійних машин, механізмів та транспортних засобів.
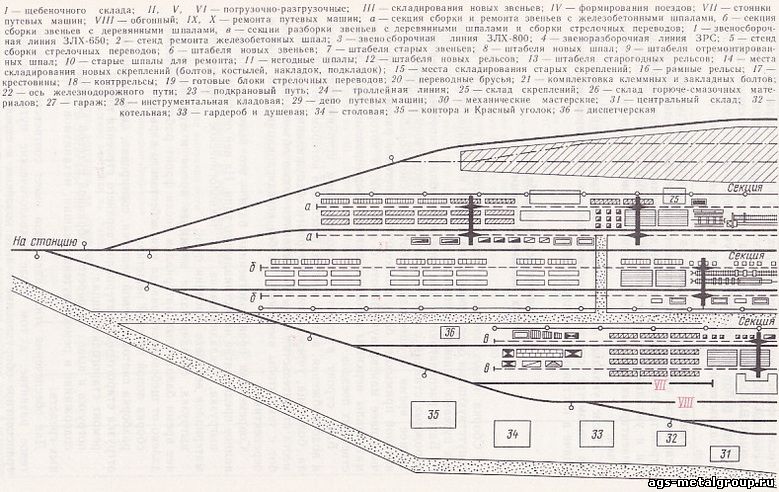
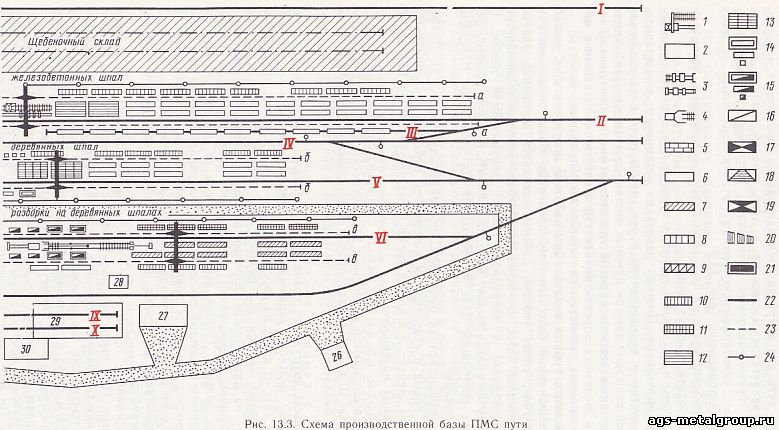
Для забезпечення цих завдань база має відповідне колійний розвиток, у тому числі технологічні шляхи, підйомно-транспортне обладнання у вигляді козлових і стрілових кранів, машини по зборці нової і розбиранні старої колійної решітки, шпалоремонтные майстерні, склади нових і старопридатних матеріалів, шляхи для розвантаження і складування баластних матеріалів, механічні майстерні і депо, колійних машин, гаражі, склади паливно-мастильних матеріалів, диспетчерську, адміністративні, санітарно-гігієнічні, культурно-побутові та інші приміщення (рис. 13.3).
Усі робочі місця на базі обладнуються освітленням, що дозволяє працювати цілодобово.
Машини і механізми виробничих баз повинні використовуватися ефективно. Тому роботу їх організовують, як правило, у дві зміни і цілий рік з тим, щоб одна база забезпечувала шляховий ґратами дві-три колійні машинні станції. Для забезпечення складання решітки круглий рік, незалежно від погодних умов на залізницях розпочато будівництво опалювальних цехів, в яких розміщуються машини по збірці ланок.
Високого рівня механізації робіт можна досягти тільки на стаціонарній базі. Тому тимчасові бази будують лише в тому випадку, коли ділянка роботи знаходиться настільки далеко від постійної бази, що перевезення готової решітки економічно недоцільна і утруднена через завантаженості лінії. У цьому випадку іноді буває вигідно збирати колійну решітку взимку на постійній базі і перевозити на тимчасову базу для складування.
Виробнича база ПМС переробляє в рік до 70 - 80 тис. т. нових і старопридатних матеріалів верхньої будови колії. На бази завозять, а в літній час з них відвантажують до 160 тис. т баластних матеріалів.
Роботи з розвантаження та складування матеріалів виконуються козловими і стреловыми кранами вантажопідйомністю 10 т. При складуванні баластних матеріалів використовуються баластери, струги й бульдозери, а при відвантаженні - екскаватори.
Рейки вивантажують кранами на стелажі, що складаються з старопридатних рейок, покладених на старогодные шпали, що знаходяться один від одного на відстані 1,5 - 2 м. Рейки довжиною 12,5 м укладають на три поперечних старопридатних рейок, а довжиною 25 м - на п'ять рейок. Кожний ряд нових рейок, уложеннных на підошви, перекривають поперечними прокладками з старопридатних рейок.Загальна висота штабеля не повинна перевищувати 2 м, причому кожний наступний ряд укладають на два рейки менше. Ці заходи підвищують стійкість штабеля. Між штабелями рейок влаштовують розриви не менше 2 м.
Аналогічно обладнають майданчики для складування стрілочних переводів.
Шпали дерев'яні просочені вивантажують з піввагонів кранами. При вивантаженні троси заводять з одного боку піввагона між бічною стінкою і штабелем шпал, потім у відкриті люки піввагона під штабель і піднімають нагору знову між штабелем шпал і протилежної бічною стінкою піввагона. Кранами вивантажують також і залізобетонні шпали.
Шпали укладають на підкладки з старопридатних шпал, переважно вздовж підкранових колій, під консоллю козлового крана. Щоб уникнути появи тріщин в бетоні і навіть поломки залізобетонних шпал між кожним їх поруч на подрельсовые майданчики шпал укладають дерев'яні 'прокладки товщиною 40 - 50 мм. В штабель можна укладати не більше 12 рядів залізобетонних шпал.
Накладки при вивантаженні також штабелюются.
Для складування підкладок, милиць, болтів та інших деталей скріплення влаштовують майданчики з настилом з старопридатних шпал або бетонних плит. Скріплення, що надходять у піввагонах або на платформах, вивантажують кранами, обладнаними електромагнітними плитами. Для вивантаження скріплень, що надходять у напіввагонах, вигідно влаштовувати поглиблені в землю бетонні бункери.
Склади скріплень розташовують так, щоб уникнути зайвого переміщення при складанні колійної решітки.
Штабеля ланок зібраної колійної решітки розміщують не ближче 2,45 м від колії. Висота штабеля залежить від висоти крана, виробляє штабелевку ланок і навантаження їх на рухомий склад. Між штабелями ланок з дерев'яними шпалами для пожежної безпеки влаштовують розриви не менше 10 м.
Збірка колійної решітки як з дерев'яними, так і з залізобетонними шпалами може проводитися на шляху-шаблоні або спеціальних звеносборочных напівавтоматичних лініях.
Шлях-шаблон укладають всередині прольоту козлових кранів. Такий шлях збирають з старопридатних рейок і шпал і виправляють на баласті з підбиттям шпал. Для зручності розкладки матеріалів, механізмів, інструменту, проходу робітників та виконання робіт з монтажу ланок междупутья і шпальные ящики засипають баластом до верхньої постелі шпал. Особливо зручний для цих цілей азбестовий баласт, який створює рівну і добре уплотняемую поверхню. На междупутья можна укласти залізобетонні плити, забраковані для їх використання за прямим призначенням.
При складанні на шляху-шаблоні ланок з дерев'яними шпалами, як правило, шпали розвозять для кожної ланки козловими кранами. Після вивантаження краном шпали вручну розкладають по епюрі. В розкладених шпалах свердлять костыльные отвори електричними дрилями із застосуванням спеціальних шаблонів-кондукторів для встановленої ширини колії, типу рейок і з дотриманням постійного відстані від шнурового кінця шпал. Просвердлені отвори антисептируют.
Слідом за цим на шпали укладають підкладки і наживляють обшивальні милиці та основні зовнішні. Підкладки та костилі в обсязі, необхідному на одну зміну роботи, розвозять до початку зміни козловими кранами в контейнерах для кожної ланки і розміщують на міжколії.
Далі козловими кранами розкладають рейки. Кінці рейок при цьому вирівнюють по наугольнику. Першим пришивають до шпале милицями рейок по шнурової нитки, протилежний рейок пришивають за шаблоном. Милиці забивають электропневматическими костылезабивщиками ЕПК-2 або пневматичними молотками. Потім на ланки встановлюють протиугонні; на кінці ланок укладають стикові накладки і болти з шайбами і гайками. Кінці рейок і накладки зачищають і на них наносять шар графітової мастила.
При відсутності на базі козлових кранів для переміщення рейок, шпал і скріплень можливе застосування кранів ПКД, стрілових кранів, дрезин ДГК'.
Складання ланок із залізобетонними шпалами - робота трудомістка. Маса залізобетонної шпали 250 кг, що значно перевищує масу дерев'яної шпали. Проміжні рейкові скріплення для залізобетонних шпал типу КБ мають 11 різних деталей, при дерев'яних шпалах і костыльном прикріпленні - лише три-чотири. Тому при складанні рейко-шпальної решітки із залізобетонними шпалами попередньо укомплектовують заставні і клемні болти.
Застави болт комплектується ізолюючої втулкою, шайбою та гайкою, а клемний болт - клемою, шайбою і гайкою.
Залізобетонні шпали розвозять козловими кранами, але меншими партіями, ніж партія дерев'яних шпал, з тим, щоб скоротити відстані переміщень шпал при їх розкладці по епюрі.
Після розкладки шпали вирівнюють по шнуру, на них укладають гумові прокладки і металеві підкладки. Потім в отвір підкладки вставляють застави болт, а укладають на підкладки подрельсовые прокладки.
Рейки розвозять і розкладають козловими кранами.
Гайки заставних і клемних болтів загвинчують електричними шуруповертами ШВ-1 з перевіркою положення рейкових ниток за шаблоном.
Для полегшення робіт з розвезення і розкладки рейкових скріплень в ОПМС-1 Жовтневої дороги сконструювали спеціальні самохідні візки, що пересуваються по объемлющему шляху. Рейки цього шляху розташовують за кінцями шпал шляху-шаблону.
Після розвезення шпал козловим краном і розкладки їх по епюрі перша візок починає просуватися по фронту робіт. На візку занурені гумові прокладки, підкладки та скомплектовані закладні болти. По мірі просування візки робочі укладають ці деталі скріплення на шпали.
Друга візок розвозить подрельсовые прокладки і клемні болти. Потім козлові крани розкладають на підкладки рейки, а монтери шляху встановлюють на місця клемні і закладні болти і загвинчують гайки цих болтів шуруповертами.
На роботах зайняті 32 чол. (в тому числі 6 чол. на комплектації болтів). Продуктивність лінії 750 м в зміну.
Звеносборочную лінію ППЗЛ-500 продуктивністю 500 м в зміну обслуговують 14 чол., що в 3 рази менше, ніж при ручній збірці.
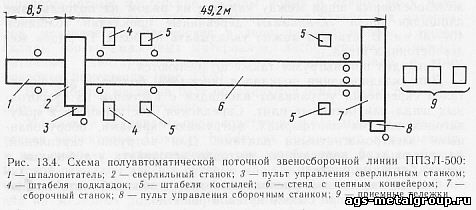
Порядок роботи на лінії наступний (рис. 13.4). Козловий кран подає шпали на шпалопитатель, звідки вони автоматично надходять на свердлильний верстат. Після свердління і антисептування костыльных отворів шпали направляються на ланцюговий конвеєр. Тут на шпали вручну розкладають підкладки і наживляють обшивальні милиці.
Конвеєр подає шпали до складального верстата, перед яким наживляють пришивочные милиці. Вище ланцюгового конвеєра розташовані ролики, на яких козловими кранами укладають рейки. В складальний верстат рейки і шпали подаються автоматично.
В ув'язнення на складальному верстаті вдавлюються наживленные милиці в шпалу (рис. 13.5).

Механізована потокова лінія ЗЛХ-800 має більш високу продуктивність - 700 - 800 м в зміну.
3веносборочная лінія ЗЛЖ-650 (рис. 13.6) продуктивністю 650 м в зміну обслуговується 24 монтерами колії, трьома механіками, бригадиром шляху і дорожнім майстром. Технологія складання ланок з залізобетонними шпалами на цій лінії наступна. Шпали козловим краном укладають на шпалопитатель. Подальше переміщення шпал здійснюється на візках з підйомником, мають зворотно-поступальний рух. На візках на шпали розкладають гумові прокладки і підкладки і встановлюють закладні болти. Скомплектовані таким чином шпали гідравлічними домкратами піднімаються до складального верстата.Одночасно до складального верстата по роликам переміщуються рейки.
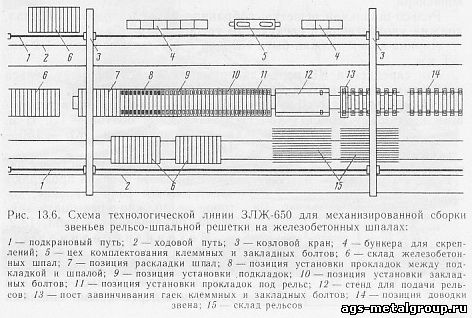
Після підйому шпали і притиснення підкладок до підошви рейки установлюють клемні болти, повністю скомплектовані заздалегідь. Клемні і закладні болти заболчиваются автоматично. При підйомі наступній шпали рейок з попередніми шпалами переміщається строго на крок епюри.
Керування лінією здійснюється з центрального пульта, розміщеного в закритій кабіні. Протяжність лінії 80 м.
| 