| Статистика |
|---|
Онлайн всього: 1 Гостей: 1 Користувачів: 0
|
|
Видалення дефектів металу
Дефекти металу у вигляді тріщин, полон, задирок і інших в залежності від їх глибини, розмірів і форми видаляють вирубкою зубилами, зачисткою на шліфувальних або крацовочных колах, бесцентровым шліфуванням або токарної обробки, вогневої зачисткою. Очищення поверхні металу від невеликих задирок, окалини проводиться одним з наступних способів: гідравлічної очищенням, очищенням в дробоструминних апаратів, галтувальних барабанах або кислотних ваннах. Перераховані способи очищення, як правило, застосовуються для очищення поковок, а не заготовок.
Вирубкою пневматичним зубилом з вихідних заготовок і готових поковок видаляють місцеві поверхневі дефекти у вигляді неглибоких тріщин, волосовин, полон, заходів, затискачів та ін. Робота по вирубці пневматичним зубилом у 4 - 8 разів продуктивніше ручний, причому, продуктивність тим вище, чим вище твердість і в'язкість оброблюваного металу. Глибина вирубки зубилом за один прохід доходить до 2 - 2,5 мм.
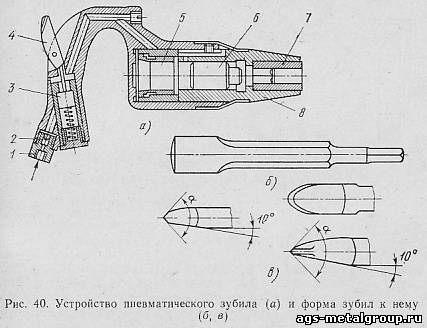
Принцип роботи пневматичного зубила типу РМ (рис. 40, а) полягає в тому, що під дією стисненого повітря ударник 6, здійснюючи зворотно-поступальний рух у стволі 8, завдає удари по хвостовика робочого інструменту, вставленого в буксу 7. Шланг зі стисненим повітрям через ніпель ввертається в футорку 1, в якій є сітка 2, оберігає золотниковую коробку від попадання пилу і бруду з трубопроводу.
Стиснене повітря зі шланга через конусний вентиль 3, керований курком 4, через канали в корпусі надходить в золотниковую коробку 5.Золотниковая коробка пов'язана системою каналів з порожниною, в якій переміщається ударник. Золотник під дією стисненого повітря, здійснюючи зворотно-поступальний рух у своїй коробці, відкриває і закриває повітряні канали, що йдуть в корпус ударника. Останній такт золотнику здійснює удари по хвостовика робочого інструменту. Відпрацьоване повітря через поздовжні і поперечні отвори в стовбурі викидається в атмосферу.Пневматичні зубила працюють на стислому повітрі при тиску 300 - 600 кПа (3 - 6 кгс/см2). При роботі з зубилом використовують рубильный інструмент з різною формою ріжучої частини (рис. 40, б, в). Зубила з прямим лезом (б) служать для зачищення ділянок, уражених дрібними волосовинами, зубила з заокругленим лезом (в) - для вирубки місцевих дефектів. Кут заточування для м'якої сталі становить 55 - 60', для твердої сталі - 70 - 75. Матеріал зубил: сталь 4ХС, 6ХС, 4ХВ2С, 5ХВ2С, У8, У9.Твердість леза на довжині 30 - 35 мм - НКР 55 - 60, хвостовика - НКР 40 - 45.
Зачистка шліфувальними кругами. Шліфувальними кругами зачищають поверхневі (неглибокі) тріщини і вирівнюють краю утворилися при вирубці пневматичними зубилами виїмок. 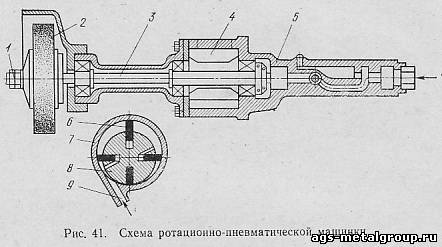
Конструкція ротаційно-пневматичної машини представлена на рис. 41.Основним механізмом, що забезпечує обертання шліфувального круга, є пневматичний ротаційний двигун 4, розташований в корпусі машини 5.Ротаційний двигун складається із статора 7 і ротора 8, в пазах якого знаходяться лопатки 6. Вісь ротора розташована ексцентрично відносно осі статора.
Стиснене повітря через отвір 9 тисне на лопатки 6 і змушує обертатися ротор. При обертанні ротора лопатки притискаються до поверхні статора, а радіальні канали в роторі забезпечують рівність тисків на торцях лопаток. Шліфувальний круг 2 закріплюється на валу 3 двома гайками 1. На машинах розглянутого типу застосовують кола діаметром від 30 до 150 мм при частоті обертання від 3000 до 5000 об/хв.
Очищення поверхні поковок від окалини та іржі здійснюється шліфувальною машиною, але замість шліфувального круга на валу ротора закріплюють дротяні (крацовочные) щітки. Для зачистки заготовок із сталі і бронзи щітки виготовляють із сталевого дроту діаметром 0,05 - 0,4 мм, заготовки з нікелю і міді зачищають щітками з дротом з нейзильберу діаметром 0,15 - 0,25 мм, а латунні заготовки - щітками з дротом з міді або латуні діаметром 0,15 - 0,2 мм. 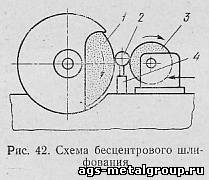
Безцентрове шліфування. Для очищення заготовок у вигляді прокату круглого перерізу застосовують безцентрове шліфування на спеціальних верстатах (рис. 42). Заготівля 2 встановлюється на опорний ніж 4 між ріжучим 1 і напрямних 3 колами. При обробці під дією тертя заготовка обертається і рівномірно зачищається по всій поверхні. Поступальний рух заготовки вздовж осі забезпечується поворотом направляючого кола під деяким кутом і різального колі. За один прохід з заготівлі знімається шар товщиною 0,2 мм.
Розглянутий спосіб застосовують для очищення поверхні заготовок від іржі та дрібних дефектів прокатки і пресування, в основному при обробці тиском дорогих сплавів.
Вогнева зачистка. Видалення дефектів вогневої зачисткою здійснюється спеціальним різаком (рис. 43), який складається з пальника 1, трубки 2 для подачі ріжучого кисню, трубки 6 для подачі подогревательной суміші, кисневого вентиля 3, крана 4 для подачі пального газу ацетилену і вентиля 5 для подачі кисню в камеру змішування.
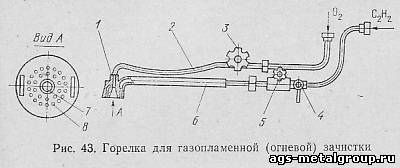
У пальнику є центральне отвір 7 для подачі кисню, навколо центрального отвору - серія дрібних отворів 8, через які з трубки 6 подають суміш ацетилену з киснем для створення полум'я попереднього нагрівання. Перед різкою пальник підносять до заготівлі під кутом 70 - 80', по трубі 6 подають гарячу суміш і нагрівають місце різу до температури горіння металу в кисні.
Після цього відкривають кран 3 і пускають кисень через центральний отвір.Коли метал починає горіти в атмосфері кисню, подачу нагрівальної суміші припиняють. Нахил пальника змінюють, зменшуючи кут нахилу в заготівлі до 10 - 15'. При горінні металу в струмені кисню виділяється теплота, достатня для підтримки процесу подальшої різання. Кількість подаваного кисню і швидкість переміщення пальника повинні забезпечувати безперервність процесу різання.
Очищення заготовок і поковок з нержавіючих, кислотостійких і жароміцних сталей здійснюється киснево-флюсового різкою. В різаку для такої зачищення є додаткове инжектирующее пристрій, з допомогою якого в зону різання додатково подається кисень і флюс для видалення тугоплавких оксидів, що утворилися при нагріванні. Флюс являє собою суміш дрібного залізного порошку і дрібного кварцового піску.
Продуктивність вогневої зачистки в 10 - 15 разів більше, а вартість - на 30 - 40% менше, ніж вирубка дефектів пневматичним зубилом.Заготовки з вуглецевих сталей із вмістом вуглецю до 0,3% зачищають в холодному стані, вуглецеві сталі з вмістом вуглецю, а також леговані сталі вогневої зачистки піддають в підігрітому стані.
|
| Категорія: Ручна ковка | Додав: 28.09.2016
|
| Переглядів: 1838
| Рейтинг: 0.0/0 |
|
