| Статистика |
|---|
Онлайн всього: 2 Гостей: 2 Користувачів: 0
|
|
11. Технологія виготовлення моделей і стрижневих ящиків
ЛИВАРНЕ ВИРОБНИЦТВО
Ливарним виробництвом називається процес виготовлення деталей (заготовок), заснований на заповнення рідким металом порожнини форми, відповідної конфігурації отливаемой деталі.
Ливарне виробництво складається з ряду послідовних технологічних процесів: виготовлення моделей і стрижневих ящиків, приготування формувальних і стрижневих сумішей, виготовлення і збірки ливарних форм і стрижнів, розплавлення металу та заливання форм, вибивання і очищення виливків.
Виливки виготовляються з різних сплавів (чавуну, сталі, сплавів на основі міді, алюмінію, магнію, титану та ін) будь-якої складності.Куванням, штампуванням та зварюванням отримувати такі заготовки неможливо чи значно складніше. Товщина стінок виливки 0,5 - 500 мм і більше. Вартість литих заготовок менше вартості штампованих і кованих. Відповідальні складні заготовки деталей багатьох машин (компресорів, двигунів внутрішнього згоряння), робочих коліс насосів, лопаток турбін та інших складних деталей виготовляють методом лиття.
Значного розвитку ливарне виробництво досягло після Великої Жовтневої Соціалістичної революції.
Великі досягнення є в області розробки і впровадження високоміцних сплавів. Успішно застосовуються для виготовлення виливків високоміцні чавуни, по міцності не поступаються вуглецевої сталі, низьколеговані і високолеговані сталі, відрізняються високою міцністю, жаростійкістю, антикоррозионностью та іншими властивостями.
Є ливарні цехи, в яких виробничі операції не тільки механізовані, але і автоматизовані. Головна перевага їх полягає в тому, що вони дають можливість отримувати з мінімальними витратами праці точні і з кращою поверхнею виливки, в результаті чого вдається зменшити або навіть відмінити припуски на механічну обробку.
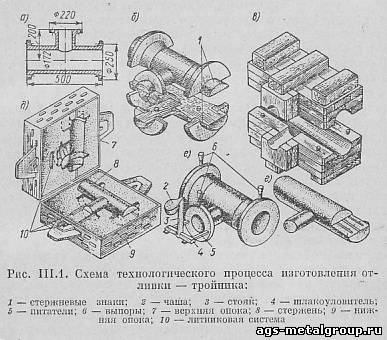
Для полегшення вивчення процесу виготовлення виливка розглянемо схему технологічного процесу (рис. III.1).
По кресленню деталі (рис. 111. 1, а) технолог-ливарник розробляє креслення моделі і стрижневого ящика. У модельному цеху за цими кресленнями виготовляють модель (рис. 111.1, б) і стрижневий ящик (рис. 111.1, в), при цьому враховуються припуски на механічну обробку і усадку сплаву при охолодженні. З метою отримання опорних поверхонь для установки стрижнів на моделях виконані стрижневі знаки. За стержневому скриньки формують стрижень, який призначений для освіти в литві внутрішньої порожнини.
Для заливання форми металом є литниковая система, що складається з чаші 2, стояка 3, шлакоуловителя 4, живильників 5 і выпоров 6 (рис. 111.1, е). При зборці в нижню напівформу (рис. 111.1, д) встановлюють стрижень (мал. 111.1, г), потім спарюють обидві напівформи і навантажують баластом.
У плавильному відділенні метал розплавляють і заливають у форми. Остиглу виливок вибивають з форми та передають у відділення очищення і обрубки, де її очищають від формувальної стрижневий суміші і обрубують залишки литника, затоки та ін
ТЕХНОЛОГІЯ ВИГОТОВЛЕННЯ МОДЕЛЕЙ І СТРИЖНЕВИХ ЯЩИКІВ
§ 1. Модельні комплекти
Ливарні форми виготовляються по моделях, що відтворюють зовнішні контури виливки. Внутрішні порожнини, отвори, поднутренія і виступи, які важко або неможливо отримати по моделі форми, виконуються за допомогою стержнів. Моделі і стрижневі ящики, подмодельные плити, на які встановлюють моделі при виготовленні форм, і елементи литниковой системи складають модельний комплект.
Вимоги, що пред'являються до моделей і стрижневим скриньок, полягають у тому, щоб вони були достатньо міцними і забезпечували виготовлення певної кількості форм і стрижнів без суттєвого ремонту, а також необхідні розміри виливки відповідно до креслення литої деталі.
Конструкції моделі та стрижневого ящика повинні забезпечувати вільний виймання моделі з форми і стрижня з ящика. Для того щоб суміш не прилипала до поверхні моделі або ящика, її слід ретельно обробити, а дерев'яні моделі і ящики пофарбувати. Модельний комплект в цілому повинен бути міцним, не змінювати своїх розмірів і протистояти дії вологи.
Модельні комплекти виготовляються з дерева, металевих сплавів, пластмас та інших матеріалів. При одиничному і дрібносерійному виробництві модельні комплекти виготовляються з різних порід дерева: сосни, ялини, бука, берези, липи, вільхи та клена при великосерійному і масовому характері виробництва застосовуються металеві модельні комплекти. У порівнянні з дерев'яними металеві модельні комплекти мають наступні переваги: підвищену точність розмірів виливків і довговічність.
Металеві моделі виготовляються з чавуну, алюмінієвих і бронзових сплавів, стрижневі ящики - зазвичай з алюмінієвих сплавів. З метою зменшення витрати металу, зменшення ваги моделей і стрижневих ящиків вони відливаються тонкостінними.
Для виготовлення моделей при серійному виробництві почали застосовувати епоксидні смоли і деякі інші пластмаси.
Металеві моделі виготовляються з литої заготовки. Форма для заготівлі виготовляється з дерев'яної моделі (промодели) з урахуванням сумарної усадки металу при виливку моделі, усадки металу при виготовленні виливки, а також сумарного припуску на механічну обробку заготовки для моделі і виливки.
Для машинного формування металеві і дерев'яні моделі монтуються на металевих подмодельных плитах разом з литниковой системою.
При ручному формуванні металеві моделі витримують до 5000 - 10 000 формовок, а при машинній - 50 000 - 150 000.
§ 2. Основні принципи конструювання і виготовлення моделей і стрижневих ящиків
При виготовленні моделей і стрижневих ящиків враховуються технологія формування і виготовлення стрижнів, ливарні властивості металу і подальша механічна обробка виливки.
Технолог ливарного цеху розробляє технологічний процес виготовлення виливки, наносить його на креслення деталі, що передається в модельний цех. На кресленні вказуються площині роз'єму моделі, розташування форми при заливці (верх і низ), ливарна усадка, кількість стрижневих ящиків та площини їх роз'єму, розміри стрижневих знаків, ливарні ухили, припуски на механічну обробку.
У ряді випадків даються вказівки про розташування місць підведення металу, розмірах моделей литниковой системи і прибутків, про виготовлення шаблонів для перевірки розмірів стрижнів і правильності їх установки у формі.
Перш ніж приступити до виготовлення моделі та стрижневих ящиків модельник креслить на аркуші фанери або ж на дерев'яному щиті основні проекції моделі в натуральну величину з урахуванням усадки металу, ливарних ухилів, припусків на обробку, розмірів стрижнів і стрижневих знаків. Для зручності застосовують усадочних метр, на якому ливарна усадка вказана в розмірі 1,0; 1,25; 1,75; 2% в залежності від сплаву, з якого буде виготовлятися виливок. По модельному кресленням визначають розміри заготовок для виготовлення моделі та стрижневих ящиків.
Припуски на механічну обробку назначаються за ГОСТОМ в залежності від характеру виробництва (одиничного, серійного, масового), особливостей сплаву, розмірів виливки і її положення у формі.
Формувальні ухили, що застосовуються для того, щоб полегшити вилучення моделі з форми і стрижня з стрижневого ящика, роблять у залежності від висоти і матеріалу моделі (дерево або метал) і способу формування у відповідності з ГОСТом.
Для отримання у виливках плавних переходів від однієї поверхні до іншої внутрішні кути закруглюються. Радіуси заокруглень або галтелей повинні бути рівні від 1/5 до 1/3 середнього арифметичного розміру двох стінок, утворюють кут.
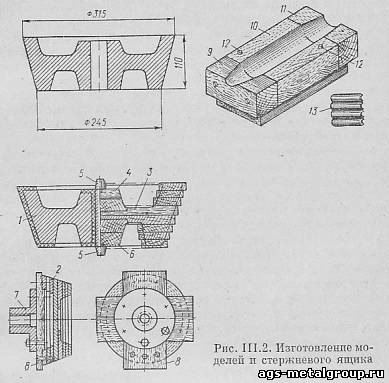
На рис. III.2 показана технологія виготовлення дерев'яної моделі і стрижневого ящика конічного ковзанки. Обід ковзанки 1 збирається з окремих сегментів 2 в три ряди по шість штук, а диск ковзанки 3 і муфти 4 і 6 склеюються з двох шарів дощок з взаимноперпендикулярным напрямком волокон. Для зниження жолоблення дошки сушаться у спеціальних камерах з доведенням вологості до 8 - 10%.
Дошки попередньо стругають на фуговочном верстаті, розрізають на потрібні за розмірами і конфігурації заготовки. Потім заготовки склеюють столярним клеєм і стискають спеціальними струбцинами. Після затвердіння клею заготовки кріплять до дерев'яного хреста 8, привернутому до планшайбі 7 токарного верстата, і піддають обробці. Окремо виточуються муфти 4, 6 і 5 знаки. Потім виробляють складання моделі, закріплюючи її частини шурупами і клеєм. Стрижневий ящик виготовляється роз'ємним по осі з двох симетричних половин. Кожна половина скриньки складається з трьох частин - середній 10 і двох торцевих 9 і 11.Поглиблення в середній частині ящика проводиться на фрезерному верстаті або уручну напівкруглою стамескою, для чого попередньо роблять у заготівлі часткові пропили ручної лучковою пилкою або на стрічковій пилці.
Торцеві частини з конічними отворами розточуються на токарному верстаті одночасно для двох половин скриньки і потім склеюються з гнізда. Щоб уникнути відриву торцевих частин один від одного під час точіння на токарному верстаті забивають в них гребінки - скоби 13. Після розточування половини торцевих частин роз'єднують і кожну з них з'єднують з середньою частиною шурупами. Обидві половини стрижневого ящика спаровуються з допомогою шипів - дюбелів 12.
§ 3. Виготовлення швидкозмінному модельної оснастки
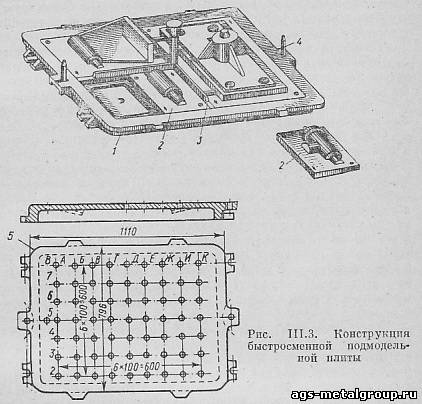
Конструкція швидкозмінному подмодельной плити (рис. III.3) для роздільного формування нижній і верхній напівформ складається з двох основних деталей: подопочной сталевої або чавунної рами 1 і вкладний змінною модельної плити 2. Розміри подопочной плити повинні бути такими, щоб опоки при формуванні спиралися на неї, а не на модельну плиту. Кріплення рами до столу машини здійснюється двома штирями 4, які одночасно служать для центрування опок. Моделі литниковой системи 3 розміщені на подопочной плиті.
При великій номенклатурі виливків і частої їх зміни застосовують координатні плити 5, прискорюють монтаж моделей. Ці плити мають базові отвори для фіксації і кріплення моделей; отвори розташовуються з однаковими відстанями між їх осями. Кожне отвір має шифр, наприклад А7, Г7, Дб і т. д., що визначає його положення на плиті.
|
| Категорія: Технологія металів | Додав: 25.09.2016
|
| Переглядів: 4499
| Рейтинг: 0.0/0 |
|