| Статистика |
|---|
Онлайн всього: 4 Гостей: 4 Користувачів: 0
|
|
12. Формувальні матеріали та суміші
§ 4. Формувальні і сполучні матеріали
Формувальні матеріали. Для виготовлення форм і стрижнів готують суміші з декількох природних матеріалів. Суміші, приготовлені з них, називаються формувальними.
Формувальні матеріали поділяються на основні (піски і глини) і допоміжні.
Піски і глини є гірськими породами і різняться між собою за змістом так званих глинистих складових, які являють собою дрібні зерна.
Піски, що містять до 2% глинистої складової, називаються кварцовими. Піски, що містять понад 2% глинистої складової, але не більше 50%, називаються глинистими. Для сталевого лиття, як правило, глинисті піски не застосовуються.
Замість звичайних формувальних глин в сумішах іноді застосовуються бентонітові глини (буквене позначення Б). У формувальних глин вода утримується тільки на поверхні частинок, а частинки бентонітових глин мають велику здатність до набухання, і вода проникає всередину їх часток. Тому бентонітові глини порівняно зі звичайними формувальними мають у 2 - 3 рази більшу зв'язуючу здатність.
Формувальна суміш складається з кварцового піску, глини, води і протипригарних матеріалів.
Для різного лиття застосовують різні формувальні піски: дрібнозернисті - для дрібного лиття, грубозернисті - для великого лиття і сталевих виливків. Формувальні піски дрібнозернисті дають можливість отримати гладкі поверхні на дрібних виливках, а грубозернисті забезпечують високу газопроникність і вогнетривкість формувальних сумішей.
До допоміжних матеріалів відносяться сполучні стрижневі кріплення, а також протипригарних матеріали (кам'яне вугілля, мазут, графіт, фарби, натирання та ін), які призначаються для покриття форм і стрижнів або в якості добавок до сумішей.
Сполучні матеріали.Основне призначення в'яжучих матеріалів (закріплювачів) - забезпечення необхідної міцності стержня в сухому стані. Застосовується в якості сполучного матеріалу глина формувальна не завжди дає достатню міцність стрижнів, крім того, видалення стрижнів з виливки внаслідок спікання глини утруднено. Тому піщано-глинисті суміші мають обмежене застосування і використовуються для масивних стрижнів або стрижнів простої форми.Тонкостінні стержні та стержні складної форми виготовляються з піску і в'яжучих матеріалів (закріплювачів), завдяки чому вони відрізняються значною міцністю в сухому стані, високою газопроникністю і легко видаляються з виливків.
У ливарному виробництві застосовується велика кількість різноманітних закріплювачів, виготовлених з недефіцитних і нехарчових матеріалів.
Кріплення-діляться на органічні і неорганічні. До органічних відносяться масла, печи, каніфолі, декстрин, сульфітно-спиртова барда та ін., до неорганічним - формувальна глина, цемент, рідке скло й ін
Органічні кріплення, в свою чергу, діляться на два класи: А - неводні і Б - водні. Кріплення класу А не розчиняються у воді, не змішуються з нею і не змочується нею (масла, печи, бітуми, каніфоль). Кріплення класу Б розчиняються у воді і здатні зв'язувати пісок (декстрин, патока, сульфітна барда та ін).
Сполучна дія масел полягає в тому, що в процесі сушіння стрижнів масло з'єднується з киснем повітря і окислюється; при цьому утворюються міцні еластичні плівки, які вкривають зерна піску тонким шаром і міцно зв'язують їх між собою.
Стрижні, виготовлені з піщано-масляної суміші, володіють високими міцністю і газопроникність, піддатливістю, негігроскопічні, гарною плинністю і легко вибиваються з виливків. Сушка цих стрижнів проводиться при температурі 200 - 230'С. При більш низькій температурі тривалість сушіння збільшується, а при більш високій - плівки обвуглюються і стрижні втрачають необхідну міцність.
Нижче наводяться короткі характеристики деяких закріплювачів.
Крепителі 4ГУ складається з 25% каніфолі, 25% олії (рослинного, риб'ячого жиру або бітуму) і 50% уайт-спіриту (особливо чистий гас).
Крепителі ГТФ (генераторна важка фракція сланцевої смоли) виходить при тепловій переробці сланців. Він має хороші технологічні властивості, дешевий і недефицитен. Стрижні, виготовлені на цьому крепителе, негігроскопічні. Введення його до складу суміші в комбінації з сульфітно-спиртової бардою значно підвищує міцність на розрив сухих зразків, а також і міцність суміші у вологому стані.
Декстрин - продукт, який виходить з картопляного або маїсового крохмалю обробкою розведеними кислотами при нагріванні. Декстрин можна вводити в суміші у вигляді порошку або розчину у воді в співвідношенні 2:1. Недоліками декстрину є його висока вартість і гігроскопічність.
Сульфітно-спиртова барда - це відхід сульфітного лугу, одержуваного при обробці деревини слабкою сірчистої кислотою.
Рідке скло виходить розчиненням у воді силікат-брили чи розчинного скла.
§ 5. Протипригарних матеріали
Важливою властивістю формувальних матеріалів і сумішей є протидія пригару, який утворюється при хімічному та механічному взаємодії між формою і відливанням. Розрізняють два види пригара - хімічний і механічний.
Хімічний пригар виходить внаслідок фізико-хімічних процесів, що відбуваються між оксидами металу і формувальної сумішшю при заливці. Закис заліза з зернами кварцу утворює силікати заліза, що мають відносно низьку температуру плавлення (1150° С) і велику жидкотекучесть. Силікати заліза легко проникають в пори форми і утворюють на поверхні виливки пригар.
Чим більше глини міститься в формувальної суміші, тим більше пригар. Наявність в суміші вапняку і великої кількості пилу (понад 10 - 12%) також збільшує пригар.
Механічний пригар є результатом проникнення металу в пори форми. Із збільшенням пористості форми і зменшенням щільності набивання формувальної суміші пригар збільшується.
Для зниження пригара до складу формувальної суміші вводяться протипригарні добавки або наносяться на поверхню виготовленої форми. Найбільше застосування мають такі протипригарних матеріали при виробництві виливків з чавуну: пилоподібний кам'яне вугілля, мазут, графіт і протипригарні емульсії. При зіткненні з розплавленим металом кам'яновугільна пил виділяє велику кількість летючих, які утворюють «газову сорочку» між поверхнею форми і металом, чим запобігається утворення пригару.
Для збільшення противопригарности форм застосовуються емульсії, які також покращують міцність поверхні форм. Емульсії наносяться на поверхню сирих форм за допомогою пульверизатора.
Збільшення противопригарности сухих форм та стрижнів досягається забарвленням їх формувальними фарбами, в яких протипригарних матеріали знаходяться в зваженому стані. Після сушіння формувальні фарби утворюють суцільну противопригарную кірку, яка не дозволяє металу і окислів проникати в пори форми.
Для чавунного лиття застосовуються фарби ГБ (графіто-бентонітові), до складу яких входять графіт (вогнетривка складова), бентоніт і органічні кріплення (єднальні добавки). При литті з вуглецевої сталі графіт замінюється пилоподібним кварцом. Сполучними добавками служать ті ж матеріали, що і для чавунного лиття. Цим фарбам присвоєна марка СТ.
Для кольорового лиття застосовуються фарби марок ТБ (талько-бентонітова) і ТТ (талько-графітова).
§ 6. Підготовка формувальних матеріалів
Підготовка формувальних матеріалів складається з сушки, подрібнення та просіювання. Для сушіння піску і глини застосовується різне обладнання в залежності від обсягу виробництва: тарілчасті вертикальні сушила або горизонтальні барабанні сушила.
Широке застосування отримує спосіб сушіння в «киплячому» шарі. Сутність сушіння і охолодження піску в киплячому шарі полягає в наступному. Якщо через шар піску, що знаходиться в якій-небудь камері на решітці, продувати знизу нагріте повітря або газ, то зерна піску починають швидко переміщатися, створюючи враження киплячої рідини. Переміщення частинок піску збільшує поверхню контакту піску з газовим або повітряним потоком. При використанні гарячих газів або повітря має місце інтенсивний теплообмін, і сушка відбувається з великою швидкістю.
На цьому ж принципі заснована і охолодження висушеного піску в киплячому шарі, причому продування в цьому випадку проводиться ненагретым повітрям.
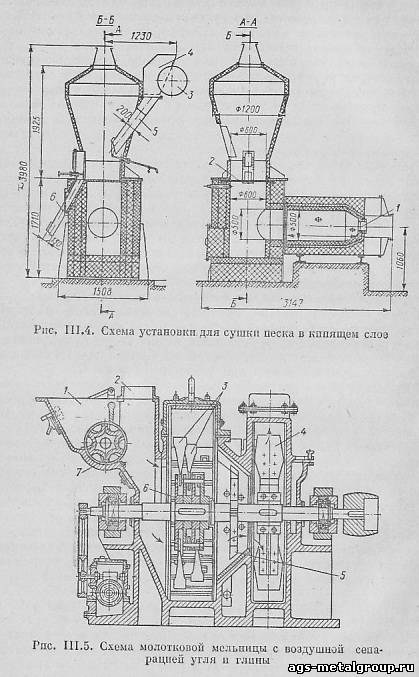
На рис. 111.4 наведена схема установки для сушіння піску в киплячому шарі. Стрічковим конвеєром 3 пісок транспортується до установки і через приймальну воронку 4 і рукав 5 надходить на газорозподільну решітку 2, через яку продуваються гази з топки 1. При проходженні газу через газорозподільну решітку створюється «кипіння» піску, в процесі якого відбувається сушка останнього.Висушений пісок через рукав 6 видаляється з печі і направляється в аналогічну установку для охолодження.
Для грубого подрібнення матеріалів застосовуються дробарки щокові і молоткові, з допомогою яких можна отримати шматки матеріалу величиною 4 - 50 мм. Більш дрібне подрібнення таких матеріалів, як формувальна глина, бентоніт і кам'яне вугілля, виробляється на молотковій млині (рис. 111.5) з повітряною сепарацією глини або вугілля.
Попередньо оброблений сирий матеріал подається у воронку 1 і далі з допомогою зірчастого живильника 7 в камеру попереднього підсушування 2. Після підсушування матеріал надходить у робочий простір, де обертається ротор 6 з лопатками 3 (молотками).Вентилятором 4 подрібнений лопатками матеріал засмоктується через хрестовину з ножами 5 і несеться в сепаратор (віддільник) з проточною циркуляцією повітря.У внутрішньому кожусі сепаратора великі частинки осідають і повертаються в млин, а тонкоподрібнений придатний матеріал несеться в циклон (відстійник), у якому відбувається його осадження. У процесі підготовки відпрацьованих сумішей крім дроблення потрібно видалити металеві включення. Для цієї мети застосовуються магнітні сепаратори з нерухомими або обертовими магнітами.
|
| Категорія: Технологія металів | Додав: 25.09.2016
|
| Переглядів: 2833
| Рейтинг: 0.0/0 |
|