| Статистика |
|---|
Онлайн всього: 2 Гостей: 2 Користувачів: 0
|
|
35. Класифікація і характеристика способів зварювання
Зварювання є прогресивним технологічним процесом, що забезпечує одержання зварних з'єднань високої якості завдяки наявності дієвих засобів контролю для визначення якості зварювання і створення механізмів, що дозволяють автоматизувати процес зварювання.
Багато складні деталі машин (циліндри турбін, шківи, рами та ін) виготовляються сварнолитыми, в результаті чого прискорюється процес виготовлення деталей, значно зменшується витрата металу, підвищується якість деталей і знижується їх собівартість.
В даний час відповідальні агрегати, що піддаються знакозмінної і ударною (динамічної) навантажень, як корпуси суден, парові котли, автоклави, мости та ін., виготовляються за допомогою зварювання замість раніше застосовувалася клепки для з'єднання листів.
КЛАСИФІКАЦІЯ І ХАРАКТЕРИСТИКА СПОСОБІВ ЗВАРЮВАННЯ
§ 1. Фізична сутність процесів, що протікають при зварюванні
Зварюванням називається процес нероз'ємного з'єднання металів при їх зближення на відстань дії сил міжатомної зчеплення.
Зварювання проводять з нагріванням металів і без нагріву, з місцевим розплавленням (зварювання плавленням) і без розплавлення (зварювання тиском).
При зварюванні з доведенням крайок зварюваних металів до розплавлення, зазвичай супроводжується введенням розплавляється електрода або присадочного прутка, відбувається перемішування рідкого металу в зварювальній ванні. Кристалізація металу ванни спільно з оплавленими краями виробу дозволяє отримувати міцне з'єднання.
Для одержання зварних з'єднань тиском необхідна пластична деформація металу. При цьому велике значення має місцевий нагрівання зварюваних деталей і вплив на них відповідної зовнішньої сили. При нагріванні твердість металу знижується, метал переходить в тестообразное стан, що сприяє необхідним пластичним деформаціям. В результаті цих деформацій збільшується площа зіткнення зварюваних деталей, руйнують плівки оксидів, що відбувається щільне зіткнення ювенільних (чистих) поверхонь, і досягається хороша якість зварювання.
Для встановлення в місці зварного з'єднання металевої зв'язки, атоми необхідно зблизити на таку ж відстань, на якій вони знаходяться усередині металу, щоб забезпечити міжатомних їх зчеплення. Поверхні металів мають забруднення або окислені плівки, що перешкоджають зчепленню атомів.Тому необхідно поверхні зварюваних деталей попередньо очищати від забруднень і в багатьох випадках застосовувати в процесі зварювання різні засоби захисту або додаткової очистки, інертні гази, спеціальні покриття - флюси для захисту металів від окислення і зниження температури плавлення оксидів для переведення їх у рідкий шлак.
В залежності від способу зварювання у металі відбуваються процеси пластичної деформації або розплавлення, що супроводжуються утворенням розчинів, хімічних сполук, процесів кристалізації з рідкого стану і ін.
Процес дифузії при зварюванні з підігрівом металу сприяє розширенню зони зварювання за рахунок дифузійного переміщення атомів, в результаті чого створюється міцне з'єднання або при різнорідних сполученнях з'являються тендітні прошарку. Особливо велике значення на міцність зварного з'єднання при зварюванні плавленням має кристалізація. Зазвичай зварний шов при зварюванні плавленням має литу структуру, іноді змінену наступними нагревами.У зв'язку з високим нагріванням металу при зварюванні плавленням можна отримати грубозернисту литу структуру, що викликає в ряді випадків погіршення властивостей зварного з'єднання. При зварюванні плавленням легкоплавких металів для поліпшення структури металу рекомендується вводити в зварювальну ванну модифікатор, що сприяє утворенню нових центрів кристалізації, у зв'язку з чим міцність зварного шва значно збільшується. При зварюванні тугоплавких металів модифікатори, як правило, менш дієві.
Метал, що знаходиться поблизу виконуваного шва, зазнає структурних змін внаслідок температурного впливу на нього в процесі зварювання. При зварюванні часто має місце окислення, азотування металу, вигоряння легуючих домішок в розплавленому металі. Іноді з-за наявності в оболонці електрода відповідних матеріалів протікають процеси легування і розкислення.
Особливості металургійних процесів при зварюванні є досить високі температури і короткочасність всіх процесів.
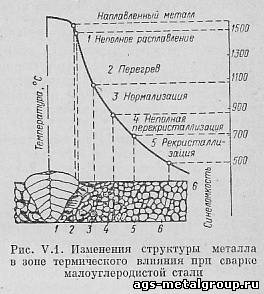
На рис. 1 наведено структурні перетворення в зоні термічного впливу. Наплавлений метал (ділянка 0 - 1) має дендритную столбчатую структуру із-за повільного затвердіння. По мірі зменшення нагрівання металу структура стає більш дрібнозернистою, в результаті чого підвищуються механічні властивості. Ділянка неповного розплавлення (1 - 2), стикаючись з наплавленим металом внаслідок високого нагріву, має грубозернисту структуру. Ділянка перегріву (2 - 3) має ще досить великі зерна, які зменшують пластичність металу.На ділянці нормалізації (3 - 4) структура виходить дрібнозернистою з підвищеними механічними властивостями основного металу в порівнянні з металом, не зазнали нагріванню.
§ 2. Основні способи зварювання
В промисловості застосовують різноманітні способи зварювання, які по виду енергії, яка використовується для нагрівання металу, можна об'єднати в три основні групи: зварювання з використанням хімічної енергії; електрична зварювання; зварювання з використанням механічної енергії.
Станом металу в процесі зварювання способи поділяються на зварювання плавленням і зварювання в пластичному стані з подальшим деформуванням. В залежності від виду механізації процесу розрізняють зварювання ручне, напівавтоматичне й автоматичне.
Крім основних найбільш поширених способів, застосовують також особливі види зварювання: ультразвукове, тертям, тиском, электроннолучевую та ін.
При зварюванні з використанням хімічної енергії необхідне тепло утворюється за рахунок хімічних реакцій. Нижче розглядаються види хімічної зварювання.
Ковальсько-горновая зварювання. Зварювані сталеві деталі нагрівають до високої температури 1300 - 1350' З, насипають на зварювані поверхні сухий кварцовий пісок і знову піддають нагріванню до високої температури. Відбувається хімічна сполука тугоплавких окислів металу та окису кремнію, в результаті чого утворюється силікат - легкоплавкий флюс у вигляді рідкого шлаку. Таким способом забезпечується видалення з поверхні деталей окислених полон, перешкоджають з'єднанню металу при зварюванні.Потім зварювані деталі накладають один на одного і під ударом молота або кувалди відбуваються видавлювання шлаку із стику і зварювання. Такий вид зварювання застосовується в даний час незначно і лише при зварюванні дрібних деталей.
Термитная зварювання. При термитной зварці для нагріву застосовують порошкоподібну горючу суміш - терміт, що представляє собою механічну суміш порошків алюмінію та залізної окалини. При згорянні термитной суміші розвивається температура до З000 С, відбувається розплавлення решт зварюваних деталей. Після затвердіння металу забезпечується міцне з'єднання деталей. Термитная зварювання застосовується при ремонтних роботах, особливо в польових умовах, при зварюванні трамвайних рейок та ін.
Для зварювання тонких виробів (телеграфних і телефонних дротів) застосовують магнітний терміт - порошкоподібну суміш металевого магнію та залізної окалини. Магнієвий терміт виготовляється пресуванням у вигляді циліндричних шашок з осьовим каналом для пропуску дроти. При згорянні терміту виходить міцне з'єднання у вигляді спекшейся пористої окису магнію, просоченої залізом та його оксидами.
Газове зварювання. Цей вид зварювання має значне застосування. Зварювання здійснюється за рахунок тепла, що утворюється при згорянні пального газу (зазвичай ацетилену) в кисні. Відбувається розплавлення кромок зварюваних деталей, а також присадочного прутка. Після затвердіння металу виходить міцне з'єднання. При газопресового зварювання кромки зварюваних деталей доводяться до пластичного стану або до оплавлення і потім здавлюються.
До видів електричного зварювання відносяться наступні.
Електродугове зварювання вугільними або металевими електродами.Електроенергія перетворюється в теплову при утворенні дугового розряду між електродом і зварюваним виробом з виділенням великої кількості тепла, завдяки чому оплавляються кромки зварюваних деталей і розплавити металевий електрод або присадний пруток. Застосовується ручне електродугове зварювання, напівавтоматичне і автоматичне.
Контактна зварка. При контактній зварці нагрівання металу до пластичного стану або до оплавлення відбувається за рахунок виділення тепла при проходженні струму через метал (закон Джоуля - Ленца).
Електрошлакове зварювання. При такій зварюванні метал і флюс спочатку нагріваються завдяки утворенню електродуги під шаром флюсу, а потім за рахунок виділення тепла при проходженні струму від електрода до зварюваного виробу через розплавлений флюс (шлак).
§ 3. Види зварних з'єднань і швів
При виготовленні зварних конструкцій застосовують такі основні види з'єднання (рис. 2): стикові (а), внахлестку (б), таврові (в), кутові (м), прорізні (д) і відбортовкою кромок (е).
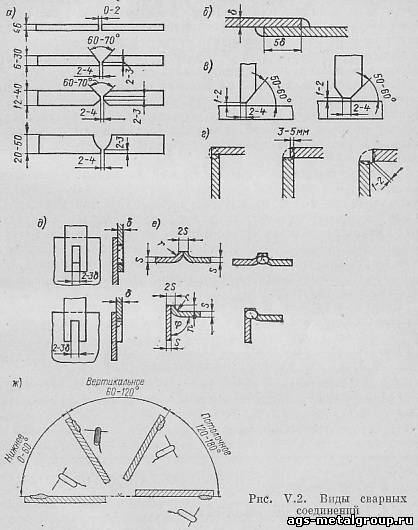
При зварюванні встик в залежності від товщини металу, що зварюється його піддають обробленні для забезпечення повного расплавленин крайок зварюваних виробів. Оброблення кромок металу невеликої товщини не потрібно, і кромки стикують з невеликим зазором.
При великій товщині металу 6 - 80 мм, електродугове зварювання виробляють з V-подібною або Х-образної обробленням кромок під кутом 60 - 70' з розрізом між зварюваними виробами 2 - 4 мм для поліпшення провару і притупленням 2 - 4 мм для попередження проплавлення аркушів. Х-подібну оброблення кромок застосовують для зменшення деформації металу, що досягається більш рівномірним нагріванням металу зважаючи симетричності шва, а також для економії електродів.У ряді випадків доцільно застосовувати криволінійний обрис кромок, так як при цьому легше проводити зварювання і підвищується якість зварного з'єднання. При V-подібної оброблення крайок зварювання кореня шва кілька скрутна.
|
| Категорія: Технологія металів | Додав: 26.09.2016
|
| Переглядів: 2815
| Рейтинг: 0.0/0 |
|
