| Статистика |
|---|
Онлайн всього: 1 Гостей: 1 Користувачів: 0
|
|
36. Електрична дугова зварка
§ 4. Види електродугового зварювання
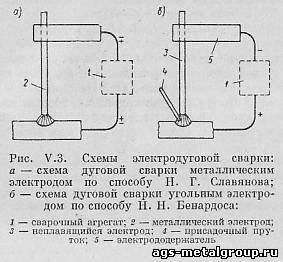
В промисловості найбільше застосування мають електродугове зварювання прямої дії з застосуванням металевого електрода плавиться 2 (рис. З, а) за способом Славянова і за способом Бенардоса (рис. З, б) із застосуванням вугільного або вольфрамового плавиться 3 і присадочного прутка 4. Спосіб Бенардоса менше застосовується, ніж спосіб Славянова.
§ 5. Електрична зварювальна дуга та її властивості
Електрична зварювальна дуга являє собою потужний електричний розряд в газовому середовищі. Газ при низькій температурі не проводить електричний струм. Газ може проводити струм лише при наявності в ньому електрично заряджених частинок-іонів, і в цьому випадку його називають іонізованим. При дуговому розряді виділяється значна кількість тепла, відбувається іонізація газу.
Сильно іонізований газ стовпа електричного розряду - дуги - володіє підвищеною електропровідністю, що наближається до електропровідності металів, та забезпечує підтримання сталого розряду при проходженні струму. Підставами стовпа дугового розряду служать різко обмежені області на поверхні електродів - електродні плями (катодні і анодні).
Іонізація газу відбувається в основному в результаті зіткнень електронів з молекулами, що імітують з поверхні негативного електрода (катода). Зі збільшенням сили струму збільшується кінетична енергія електронів.
В дузі відбувається взаємна бомбардування катода позитивними іонами і анода негативними іонами і електронами; в результаті цього кінетична енергія частинок переходить у теплову і відбувається нагрів і розплавлення електрода і основного металу.
Напруга дуги між електродом і деталлю головним чином залежить від довжини дуги, сили струму, а також від матеріалу і розміру електродів, теплового стану дугового стовпа, ступеня його іонізації та ін.
Для визначення напруги дуги спрощено користуються наступною емпіричною формулою: U = a + bL, де U - напруга дуги, в; L - довжина дуги, мм; а і b - постійні коефіцієнти, що визначаються дослідним шляхом і залежать від матеріалу електродів, складу газового середовища та ін; а - сума катодного і анодного падіння напруги дуги (дорівнює 10 - 12 в при зварюванні сталевим електродом); b - середнє падіння напруги на одиницю довжини дуги, що дорівнює в цьому випадку 2 - 3 на 1 мм.
Для запалювання та підтримки дуги при звичайній зварюванні у разі використання сталевих електродів досить напруга 45 - 50 в, а при використанні вугільних електродів - 55 - 65 ст. Після встановлення дугового розряду напруга падає і становить 18 - 25 при сталевих електродах і 30 - 40 - за вугільних.
Джерелом живлення для зварювання електродуги може бути постійний і змінний струм. При дуговому розряді температура дуги досягає в центрі осьової її частини до 6000 - 7000' С в залежності від сили і щільності струму.
Для отримання високоякісного зварного з'єднання необхідно мати стійкість горіння дуги і не допускати її уривчастості.
Відстань між електродом і зварюваним металом при зварюванні плавким електродом повинно бути не більше 0,6 - 0,8 діаметра електрода; практично довжина дуги в цьому випадку становить 3 - 4 мм. При короткій дузі відбувається менше насичення металу киснем і азотом, що знижують міцність зварного шва.
Стійкість дуги при використанні постійного струму значно вище, ніж при застосуванні змінного струму. При живленні змінним струмом дуга менш стійка тому, що при нормальній частоті (50 гц) відбувається синусоїдальна зміна напруги і струму; струм в секунду 100 разів змінює свій напрямок, дуга періодично гасне і запалюється і при наявності недостатньої іонізації між електродами дуга може перерватися.
Підвищення стійкості дуги досягається застосуванням змінного струму підвищеної частоти - 150 - 450 гц, використанням іонізуючих покриттів електродів (К₂СО₃, СаСО₃) або накладенням струмів високої частоти (т. в. ч.) на основний струм дуги, при якому стійкість дуги виходить за рахунок безперервної іонізації дугового стовпа т. в. ч. В цьому випадку на електрод подається, крім напруги від основного джерела живлення, одночасно і напругу підвищеної частоти від приладу (осцилятора), що досягає до 10⁶гц, і напругу 2500 - 3000 в при невеликій потужності 0,2 - 0,З квт.
При зварюванні застосовують пряму і зворотну полярність. При прямій полярності мінус джерела струму підключається до електрода, а плюс - до деталі, що зварюється, а при зворотній полярності плюс підключається до електрода, а мінус - до деталі, що зварюється.
При зварюванні вугільним електродом на постійному струмі на прямій полярності дуга легше порушується і стійкіше, ніж при зварюванні на зворотній полярності. При використанні металевих плавящихся полярність електродів дуги менше впливає на стійкість дуги та зварювання здійснюється як на змінному, так і на постійному струмі прямої і зворотної полярності в залежності від складу покриття електродів і флюсів.
§ 6. Джерела живлення зварювальної дуги
Для живлення зварювальної дуги застосовують спеціальні джерела струму. Якщо при звичайному харчуванні струмом освітлювальних ламп, електродвигунів та ін. слід мати постійне напруга в електромережі у вигляді майже прямої лінії (рис. 4, а), паралельною осі абсцис, то при живленні зварювальної дуги того чи іншого типу необхідний джерело живлення струму зі спеціальною вольтамперной характеристикою (рис. 4, б).
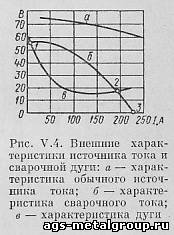
Досвідчена залежність напруги дуги від струму: при постійних значеннях довжини дуги зображена на рис. 4, у вигляді кривих.
У разі використання сили струму, зазвичай застосовується при сучасній ручний дугового зварюванні, напруга дуги майже не залежить від сили струму. Напруга джерела струму має зменшуватись із збільшенням зварювального струму і перетинати в двох точках 1 і 2 характеристику дуги. В точці 1 відбувається збудження дуги, а в точці 2 забезпечується сталий її горіння. У момент короткого замикання в точці 3 напруга джерела струму зменшується до нуля.Напруга холостого ходу джерела струму повинна бути в 2,5 - 3 рази більше напруги дуги і складати при ручного дугового зварювання металевим електродом постійним струмом 45 - 65 в, а змінним струмом - 55 - 100 а.
Живлення зварювальної дуги при зварюванні на постійному струмі здійснюється від спеціального зварювального генератора.Зварювальні генератори поділяються на однопостові для живлення одного зварювального поста та багатопостові призначені для живлення одночасно декількох зварювальних постів. Крім того, генератори бувають стаціонарні і пересувні, що працюють від електродвигуна або від двигуна внутрішнього згоряння.
У промисловості значну кількість зварювальних постів працює від змінного струму. Живлення зварювальних постів змінним струмом проводиться від зварювальних трансформаторів, що знижують напругу, яка існує в заводській мережі (220, 380 в до 60 - 65).
При зварюванні змінним струмом падаючу зовнішню характеристику отримують включенням послідовно з дугою в зварювальну ланцюг достатнього індуктивного опору. Це досягається включенням у вторинну ланцюг трансформатора послідовно з дугою індуктивного опору дросельної котушки, відокремленої від трансформатора (рис. 5, а) або об'єднаної з ним в одне ціле (рис. 5, б). Є зварювальні трансформатори (тип СТН) із збільшеною індуктивністю без дросельної котушки.
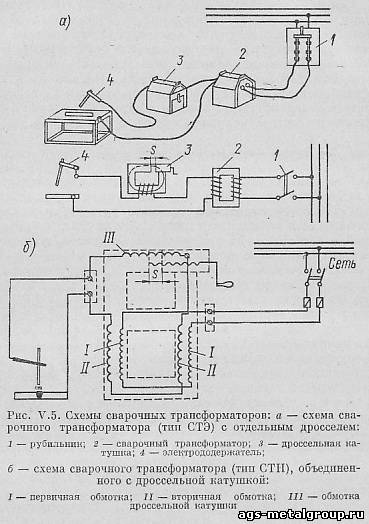
Первинна обмотка трансформатора (рис. 5, а) підключається до силової мережі, а вторинна - до зварювального посту. Сердечник дросельної котушки складається з двох частин - нерухомої, на якій є витки котушки, і рухомий, переміщуваного поворотом ручки.Електричне опір дросельної котушки зменшується при збільшенні зазору S між рухомою і нерухомою частинами сердечників, у зв'язку з чим збільшується сила струму в зварювальному ланцюзі; при зменшенні зазору між частинами сердечника зростає електричне опір дросельної котушки і зменшується величина зварювального струму.
Зварювальні трансформатори з об'єднаною з ними дросельної котушкою СТН, розроблені акад. В. П. Нікітіним, призначені для живлення дуги при зварюванні на струмах 500, 1000, 2000 а. На рис. 5, б наведена схема зварювального трансформатора СТН-500 (СТН-700).Живлення зварювальної дуги може здійснюватися випрямлячем, що представляє поєднання зварювального трансформатора з выпрямительным пристроєм, в якому використовуються випрямні елементи - селенові, германієві або кремнієві. К. п. д. таких зварювальних агрегатів значно перевищує к. п. д. моторогенераторных установок.
§ 7. Електроди і флюси
При електродугової зварюванні застосовують електроди металеві плавляться (сталеві, чавунні, з кольорових металів) і не плавляться вугільні, графітові і вольфрамові (при зварюванні в інертних газах). Металеві плавляться електроди застосовують при зварюванні за способом Славянова; вугільні, графітові - за способом Бенардоса, вольфрамові - при атомноводородной і аргонодугового зварюванні.
Вугільні електроди виготовляють Ø 6 - 30 мм і завдовжки 300 мм Сталеві електроди для ручного зварювання виготовляють зі спеціального зварювального дроту Ø 1 - 12 мм за ГОСТ 2246 - 70 і ряду спеціальних ТУ. Дріт зварювальний застосовується вуглецева, легована і високолегована. Вміст вуглецю в дроті, як правило, обмежується, що покращує пластичність наплавленого металу.Вуглецева зварювальний дріт марки Св. 08 містить вуглецю не більш як 0,10%; застосовується для виготовлення ряду марок електродів і для автоматичного зварювання.
Для підвищення міцності наплавленого металу застосовують зварювальний дріт з підвищеним вмістом марганцю - Св. 08Г (0,80 - 1,10% Мп) і Св. 10Г2 (1,50 - 1,90% Мп). Марганець роскисляє метал, перешкоджає утворенню гарячих тріщин.
Леговану і високолеговану зварювальний дріт застосовують для зварювання відповідно легованих і высоколегированиых виробів. При автоматичної зварюванні зварювальний дріт використовується у вигляді мотків.
Для ручного дугового зварювання дріт нарізають довжиною 250 - 450 мм. Електроди Діаметром 1 - 2 мм застосовують для зварювання металу товщиною до 2 мм, а електроди Ø З мм - для зварювання металів товщиною 2 - 4 мм Для зварювання металів товщиною 5 - 10 мм використовуються електроди Діаметром 4 - 5 мм, а при зварюванні 6ольшей товщини - електроди Діаметром 5 - 8 мм
Сталеві електроди для ручного електродугового зварювання покривають спеціальними обмазками для захисту розплавленого металу від насичення його киснем і азотом, для створення стійкості горіння дуги і додання наплавленого металу спеціальних властивостей, що залежать від наявності легуючих елементів у складі обмазки. Електродні обмазки застосовуються двох видів - тонкі й товсті. Тонкі обмазки електродів (зазвичай крейда і рідке скло) призначаються тільки для збільшення стійкості горіння дуги та їх застосовують для зварювання маловідповідальних виробів з вуглецевої сталі.
|
| Категорія: Технологія металів | Додав: 26.09.2016
|
| Переглядів: 3155
| Рейтинг: 0.0/0 |
|
