| Статистика |
|---|
Онлайн всього: 3 Гостей: 3 Користувачів: 0
|
|
53. Обробка на фрезерних верстатах
§ 34. Фрезерні верстати
Є різні типи фрезерних верстатів.
Консольно-фрезерні верстати. Це найбільш поширений тип фрезерних верстатів, призначений для обробки деталей невеликих габаритів (найбільший розмір столу консольно-фрезерного верстата 400 Х 600 мм). Столи цих верстатів спільно з оброблюваною деталлю можуть переміщатися в трьох взаємно перпендикулярних напрямках.
В залежності від конструкції консольно-фрезерні верстати поділяються на такі:
а) вертикальні, в яких шпиндель розташований вертикально (рис. 59, а);
б) горизонтальні з горизонтальним розташуванням шпинделя (рис. 59, б);
в) універсальні; мають також горизонтальне розташування шпинделя, але відрізняються від горизонтально-фрезерних верстатів тим, що стіл можна повертати під кутом до шпинделя в межах:+- 45° (у горизонтальній площині);
г) широкоуниверсальные, забезпечені поворотним столом і поворотною шпиндельної головкою, яку можна повертати у двох взаємно перпендикулярних площинах.
Верстати подібної конструкції призначаються головним чином для інструментальних цехів.
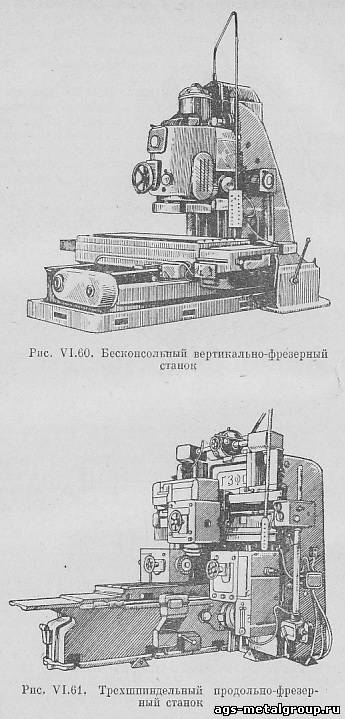
Бесконсольно-фрезерні верстати. У верстатів цього типу (рис. 60) стіл переміщається на нерухомій станині у поздовжньому і поперечному напрямках. Вертикальне переміщення має сама шпиндельна бабка. Верстати призначені для обробки порівняно великих деталей. Вітчизняне машинобудування випускає тільки вертикальні бесконсольно-фрезерні верстати. Бесконсольно-фрезерні верстати широко використовуються для швидкісного фрезерування площин на заготовках корпусних деталей з великим припуском на обробку.Вони можуть налаштовуватися на автоматичний цикл: робоча подача - швидкий зворотний хід - стоп.У деяких конструкціях цього типу при зворотному ході столу фреза автоматично відводиться від обробленої поверхні, щоб не пошкодити її.
Поздовжньо-фрезерні верстати. У поздовжньо-фрезерних верстатів стіл має тільки поздовжнє переміщення; вертикальне і поперечне переміщення здійснюються фрезерними бабками. Верстати цього типу можуть бути: одношпиндельні горизонтальні; двошпиндельні горизонтальні; двошпиндельні вертикальні; трехшпиндельные; четырехшпиндельные.
Поздовжньо-фрезерні верстати призначені для обробки великогабаритних або для одночасної обробки декількох деталей значних розмірів і ваги. - На рис. 61 показаний трехшпіндельний поздовжньо-фрезерний верстат.
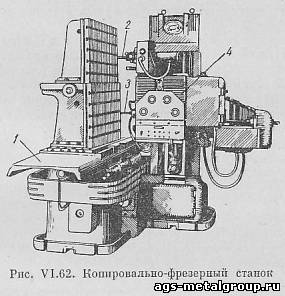
Копіювально-фрезерні верстати. Копіювально-фрезерні верстати (рис. 62) призначені для обробки фасонних поверхонь за шаблоном (копіру). Найбільше поширення вони знайшли при виробництві штампів. Сучасні копіювально-фрезерні верстати мають електричну, гідравлічну або комбіновану слідкуючу систему.
Механічні слідкуючі системи використовуються в невеликих копіювально-фрезерних верстатах для гравірувальних робіт або для фрезерування по копірів складних поверхонь дрібних деталей, точність обробки яких обмежується межами відхилень 0,1 - 0,2 мм.
Обробка об'ємних поверхонь проводиться горизонтальними або вертикальними рядками. Під час роботи верстата копіювальний палець 2 притискається до копіру (із зусиллям 150 - 200 М). При зміні величини цього зусилля в копіювально-фрезерної головки виникають електричні сигнали, що керують рухом робочих вузлів верстата і, отже, фрези 3.
При обробці горизонтальними рядками столу 1 повідомляється безперервна подача. Після проходження одного рядка шпиндельна,бабка 4, що несе фрезу, і копіювальний палець, автоматично перемістяться у вертикальному напрямку на ширину рядка. Після закінчення вертикального переміщення бабки на величину рядки стіл переміщається в зворотному напрямку і відбувається обробка другий рядки і т. д. Процес обробки деталі рядками автоматично продовжується до тих пір, поки палець не обійде всю поверхню копіра, а фреза не відтворить його форму на поверхні заготовки.
При обробці вертикальними рядками безперервна подача (вертикальна) повідомляється шпиндельної бабки. Після проходження кожної вертикальної рядки переміщення на ширину рядка здійснюється столом.
Фрезерні верстати безперервної дії. На верстатах цього типу знімання оброблених деталей та закріплення заготовок, що виробляються без зупинки верстата.
Розрізняють кілька типів фрезерних верстатів безперервної дії.
Фрезерні верстати карусельного типу, які мають круглий стіл з вертикальною віссю обертання і вертикальний шпиндель (рис. 63, а).Рух робочої подачі на цих верстатах здійснюється повільним обертанням столу 3, на робочій поверхні якого ближче до периферії закріплюються оброблювані деталі. Встановлення й зняття деталей, що виробляються на ходу верстата.
При настроюванні верстата санчата столу 2 (рис. 63, а) можна переміщати уздовж напрямних станини 1 в напрямку стійки 5 верстата, а шпиндельную бабку 4 - вгору і вниз по вертикальних напрямних. Крім того, шпиндель може висуватися з шпиндельної бабки.
Вітчизняні карусельно-фрезерні верстати випускаються зі столом діаметром 750 - 2000 мм.
Верстати можуть мати одну і декілька фрезерних головок, причому в кожній з них може бути по одному або декілька робочих шпинделів.Карусельно-фрезерні верстати подібно токарно-карусельным виконуються одностоечными і двухстоечными.
Висока продуктивність верстатів зумовила їх широке застосування в умовах великосерійного і масового виробництва. Якщо установлювати на верстаті кілька різних пристосувань, їх можна з успіхом використовувати в серійному виробництві для обробки одночасно кількох різних заготовок або різних поверхонь однієї заготовки.
Барабанно - фрезерні верстати, що мають барабани з горизонтальною віссю обертання. На гранях барабана закріплені деталі (рис. 63, б). Шпиндельні вузли 2 закріплені на вертикальних стійках. Барабан 1 шести - або восьмигранний (діаметром 2000 мм) отримує повільне обертання (0,04 - 0,08 об/хв), яке є на цих верстатах рухом кругової робочої подачі. Завдяки повільному обертанню барабана можна встановлювати деталі і знімати їх на ходу верстата.
Ці верстати можуть бути одношпиндельными і багатошпиндельних і мати одну або декілька фрезерних головок.
Барабанно-фрезерні верстати відрізняються високою продуктивністю і застосовуються в основному на підприємствах великосерійного і масового виробництва.
§ 35. Універсально-фрезерний верстат 6Н82
Універсальний консольно-фрезерний верстат моделі 6Н82 призначений для фрезерування всіляких деталей циліндричними дисковими, кутовими, фасонними, торцевими фрезами та ін. На цьому верстаті можна обробляти площини, пази, кути, шестерні і т. п. При фрезеруванні шестерень, розгорток і інших деталей, що вимагають періодичного повороту деталі навколо своєї осі, застосовується ділильна головка.
На рис. 59, б показаний загальний вигляд верстата 6Н82. Верстат складається з наступних вузлів: станини 1 (коробчатої форми), в якій змонтовані коробка швидкостей і управління цією коробкою 2, шпиндельного вузла 3, хобота 4 з підвіскою 5, служить для підтримки шпиндельних фрезерних оправок, консолі 8, поперечних полозка 7, поздовжнього столу 6 і приводу подачі 9.
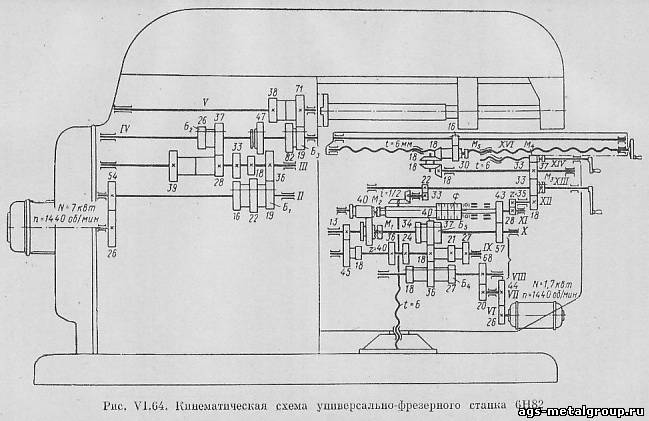
Кінематична схема верстата. Від фланцевого електродвигуна потужністю 7 квт рух передається валу коробки швидкостей. Через пару зубчастих коліс 26 - 54 (рис. 64), нерухомо сидять на валах, обертання передається на вал II. На валу II переміщається потрійний блок Б₁. В залежності від положення блоку Б₁ вал III отримує обертання або через зубчасті колеса 19 - 36, або через зубчасті колеса 22 - 33, або через зубчасті колеса 16 - 39 (три різні швидкості). На валу IV переміщуються два подвійних блоку Б₂ і Б₃ і змінне зубчасте колесо 47.Вводячи по черзі в зачеплення зубчасті колеса 26, 37 та 47, можна отримати на валу IV дев'ять різних чисел оборотів.Перемикаючи подвійний блок Б₃ можна передати валу V (шпинделя) вісімнадцять різних чисел оборотів.
|
| Категорія: Технологія металів | Додав: 26.09.2016
|
| Переглядів: 3893
| Рейтинг: 0.0/0 |
|