| Статистика |
|---|
Онлайн всього: 1 Гостей: 1 Користувачів: 0
|
|
55. Обробка на стругальних, довбальних і протяжних
§ 39. Стругання та довбання
Процес стругання характеризується прямолінійним возвратнопоступательным рухом різання і прямолінійним періодичним рухом подачі.При струганні створюється робочий хід, під час якого відбувається процес різання і холостий (зворотний хід.
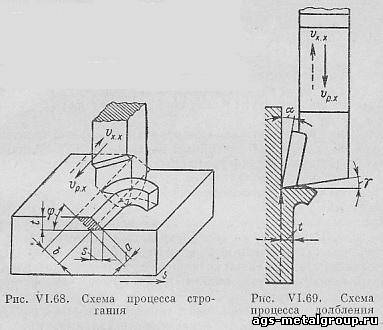
Розрізняють поперечне і поздовжнє стругання. При поперечному струганні (рис. 68) головне рух повідомляється інструменту, а рух подачі - заготівлі, при подовжньому струганні рух різання повідомляється заготівлі, а рух подачі - інструменту.
До групи стругальних верстатів відносяться і довбальні верстати. При довбанні головне (зворотно-поступальний) рух здійснюється у вертикальній площині і повідомляється інструменту (рис. 69). В якості ріжучого інструменту при струганні і довбанні застосовуються стругальні і довбальні різці. По конструкції робочої частини вони аналогічні токарних різців.
Елементи різання. У процесі різання зворотно-поступальне переміщення деталі (інструменту) є рухом різання, а переривчасте (періодичне) переміщення інструменту (деталі) перпендикулярно до напрямку головного руху - рухом подачі.
Швидкість різання υ вимірюється в м/хв, подача s - мм на кожен подвійний хід заготовки або інструменту. Глибина різання визначається як найкоротша відстань між обробленою та оброблюваної поверхнями (рис. 68 і 69).
Ширина стружки b і товщина стружки α визначається як і при точінні. Сили різання при струганні і швидкість різання, що допускається ріжучими властивостями стругальних різців, підраховуються так само, як і при точінні.
Основний час при струганні і довбання. Основний час визначається за наступною формулою
 де В - ширина обробленої поверхні мм (рис. 70); s - поперечна подача, мм/дв. хід; b₁ - довжина врізання в мм (b₁ = t сtq φ); b₂ - перебег різця в мм, b₂ = (2 - 3) мм; n - число подвійних ходів в хвилину; t - глибина різання, мм; φ - головний кут у плані різця. де В - ширина обробленої поверхні мм (рис. 70); s - поперечна подача, мм/дв. хід; b₁ - довжина врізання в мм (b₁ = t сtq φ); b₂ - перебег різця в мм, b₂ = (2 - 3) мм; n - число подвійних ходів в хвилину; t - глибина різання, мм; φ - головний кут у плані різця.

Стругання - порівняно малопродуктивний процес, оскільки робота ведеться однолезвийным інструментом, а наявність холостих ходів значно збільшує час обробки. Однак стругання отримало значне поширення в дрібносерійному та одиничному виробництві, особливо у верстатобудуванні та важкому машинобудуванні.
Важлива властивість стругальних верстатів - їх універсальність і простота. Налаштування на обробку деталей струганням не вимагає складних пристроїв і пристосувань. Крім того, продуктивність стругальних верстатів при обробці довгих, але вузьких поверхонь іноді навіть вище, ніж фрезерних верстатів.
Залежно від компонування і характеру роботи стругальні верстати поділяються на поперечно-стругальні, поздовжньо-стругальні і вертикальні - довбальні.
§ 40. Поперечно-стругальні верстати
Поперечно-стругальні верстати призначені для стругання горизонтальних, вертикальних і похилих поверхонь на заготовках дрібних і середніх деталей, для прорізання прямолінійних пазів, канавок і виїмок.
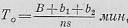
Поперечно-стругальний верстат моделі 7М36. Основними вузлами (рис. 71) верстата є підстава 1 і станина 2, по горизонтальних напрямних якої переміщуються повзун 7 з супортом 6. По вертикальних напрямних станини пересувається поперечка 3, а по напрямних поперечки - стіл 5, який для більшої стійкості підтримується стійкою 4.
Оброблювана деталь закріплюється на столі, на горизонтальній і вертикальній опорних поверхнях якого для цієї мети передбачені Т-образні пази. Різець закріплений в різцетримачі, встановленому на супорті 6.
Головне робоче рух і переривчасті подачі столу у вертикальному і горизонтальному напрямку здійснюються від гідроприводу з безступінчатим регулюванням швидкості руху повзуна. Рух подачі при струганні горизонтальних поверхонь повідомляється оброблюваної деталі, яка разом зі столом переміщається по напрямних поперечки. При струганні вертикальних і похилих поверхонь подача здійснюється переміщенням супорта по вертикальних напрямних.
Для здійснення вертикальної подачі можна також користуватися вертикальним переміщенням поперечки по напрямних станини. Однак, як правило, це переміщення використовується тільки як установче при настроюванні верстата відповідно з габаритами оброблюваної деталі. Вертикальне ручне переміщення супорта застосовується також для встановлення різця на глибину різання в процесі налаштування і при повторних проходах у разі стругання горизонтальних поверхонь.
Верстат має гідропанель 10 для управління гідравлічними пристроями. Рукояткою 8 виробляють пуск і зупинку верстата, рукояткою 9 - безступінчасту зміну швидкостей, а рукояткою 11 включається будь-яка з встановлених швидкостей.
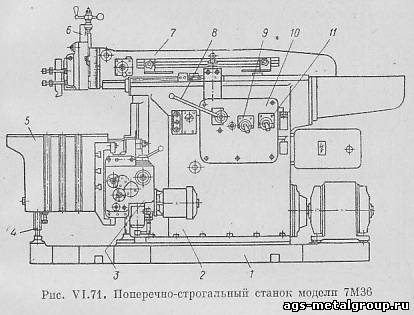
Поперечно-стругальний верстат з хитною кулісою.Регулювання вильоту повзуна щодо оброблюваної деталі, тобто початкової і кінцевої точок шляху різця, здійснюється переміщенням повзунка 10 з кулісою 12 (рис. 72) щодо повзуна 16; переміщення повзунка здійснюється вручну за допомогою рукоятки, надеваемой на квадрат, валика б, конічного зачеплення z = 18 і z = 40 і гвинта 11. Після переміщення повзунка за допомогою рукоятки 9 закріплюється в потрібному положенні на повзун.
Довжина ходу повзуна регулюється переміщенням кулісного каменя 14. Для цього з допомогою рукоятки рух передається через зубчасті колеса 40 - 22 гвинту і далі гайці 13. Із збільшенням радіуса обертання кулісного каменя збільшується довжина ходу повзуна.
Одночасно з кулисной шестірнею z = 100, одержує обертання від двигуна N = 2,8 квт через коробку швидкостей, забезпечує шість швидкостей переміщення повзуна, обертається зубчасте колесо z = 36. Воно знаходиться в зачепленні з другим зубчастим колесом z = 36. На останньому закріпити кривошипний палець 17, який з допомогою шатуна 18 хитає важіль 19 з собачкою. Собачка 20 зчіплюється з храповим колесом z = 36, яке закріплене на ходовому гвинті поперечної подачі. Регулювання подачі здійснюється поворотом щитка 21, який при цьому, прикриває частину зубів храпового колеса.При зворотному ході собачка виходить на щиток і зчіплюється з храповиком тільки зійшовши зі щитка.
Вертикальна механічна подача також проводиться в кінці холостого ходу повзуна. Важіль 8, набігаючи в кінці холостого ходу на кулачок 15, повертається і через собачку 7 повертає храпове колесо 5, на одному валу з яким закріплено конічне зубчасте колесо 4. Через зубчасте колесо 3 обертання передається зубчастому колесу-гайці 2; при цьому гвинт 1 отримує вертикальне переміщення.
Для інсталяційних вертикальних переміщень столу служить телескопічний гвинт 22.
§ 41. Поздовжньо-стругальні та довбальні верстати
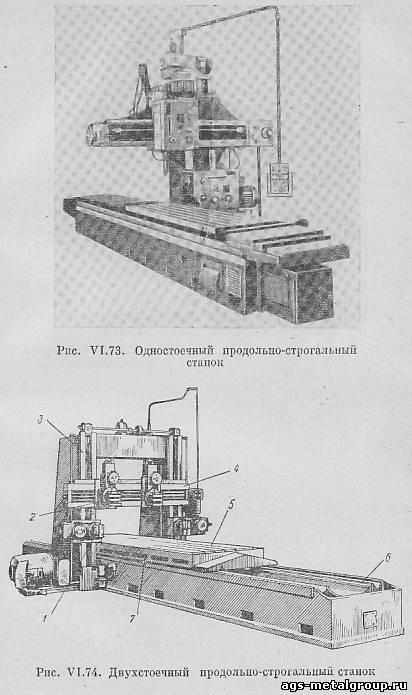
Поздовжньо-стругальні верстати. Ці верстати призначені для обробки великогабаритних і важких деталей або для одночасної обробки декількох деталей середніх розмірів.
Поздовжньо - стругальні верстати бувають одностійкові (рис. 73) і двостійкові (рис. 74). По напрямних станини 6 двостійкового поздовжньо-стругального верстата (рис. 74) переміщується стіл 5, на якому встановлюється оброблювана деталь. Траверса 4 переміщається по напрямних стійок 3. У верстата є чотири супорта - два вертикальних 2, розташованих на траверсі, і два бічних 1, переміщаються по напрямних стійок.
Переміщення траверси по напрямних стійок є установочним і використовується для грубої настройки верстата. Горизонтальні і вертикальні переміщення супортів дають можливість здійснювати остаточну установку різців і механічну подачу в процесі стругання.
На столі є переставні упори 7, дозволяють регулювати довжину ходу столу в залежності від довжини обробки.
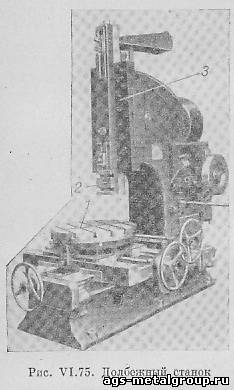
Довбальні верстати. Довбальні верстати застосовуються для обробки шпонкових пазів і різних фасонних отворів в умовах одиничного і дрібносерійного виробництва. Рух різання біля верстатів - зворотно-поступальний рух долбяка 2 (рис. 75) - по напрямних станини 3. Рух подачі повідомляється столу 1, на якій встановлюється і закріплюється оброблювана деталь. При обробці площин стіл отримує поздовжнє або поперечне переміщення, а при обробці циліндричних ділянок поверхонь - круговий рух подачі.Головне зворотно-поступальний рух здійснюється за допомогою гідравлічного приводу або кривошипно-кулісного механізму.
|
| Категорія: Технологія металів | Додав: 26.09.2016
|
| Переглядів: 2816
| Рейтинг: 0.0/0 |
|
