| Статистика |
|---|
Онлайн всього: 1 Гостей: 1 Користувачів: 0
|
|
7. Виробництво сталі
§ 25. Способи підвищення якості сталі обробкою в ковшах
Видалення газів, а також зниження вмісту шкідливих домішок в сталі здійснюється вакуумною обробкою в ковшах. При цьому витяг газів в умовах розрідження повітря 5 - 40 мм рт. ст. (0,7 - 5,3 кПа) відбувається за 10 - 25 хв. Для цього ківш зі сталлю поміщають в герметизовані камери, з яких насосами відсмоктують повітря. Ще більш повне видалення газів досягається при розливанні злитків у вакуумній камері.
Підвищення якості сталі, виплавленої в мартенівських печах, електропечах і конверторах, проводиться обробкою її в ковші синтетичними шлаками. Рідка сталь виливають у ківш з рідким синтетичним шлаком (в кількості 4 - 6% від ваги металу), який спеціально готується в іншій печі. У зв'язку з різко зростаючим поверхнею дотику металу і підвищеною активністю шлаку останній протягом декількох хвилин рафінує метал і знижує вміст сірки, кисню та інших домішок.Сталь після вакуумної обробки, а також обробки синтетичними шлаками, набуває більш високі і однорідні механічні властивості при кімнатних і низьких температурах і підвищену довговічність.
§ 26. Розливання сталі
Сталь, виплавлена в печі, випускається в сталерозливний ківш (рис. 11.9), з якого потім розливається на злитки. Зовні ківш має металевий кожух 1 з цапфами 2, всередині футерований вогнетривкою шамотною цеглою. Сталь з печей по жолобу надходить у ківш зверху. В ківш і потрапляє деяка кількість шлаку, що оберігає сталь від швидкого охолодження і окислення. Ємність ковшів коливається в межах 0,5 - 375 т і більше. Сталь у ковші витримується 5 - 15 хв з метою більш повного видалення газів, частинок шлаку і зниження температури металу.Потім відкривши вогнетривку пробку 4 за допомогою важільного стопорного пристрою, що складається із стрижня 8 з вогнетривким шаром 9, важеля 6, штока 7 і упору 5, випускають сталь з ковша через отвір у дні (стаканчик 3). Перевага такого способу випуску сталі - зменшення можливості потрапляння в неї шлаку, недолік - великий напір металу і небезпека «замерзання» його в стопорному отворі.
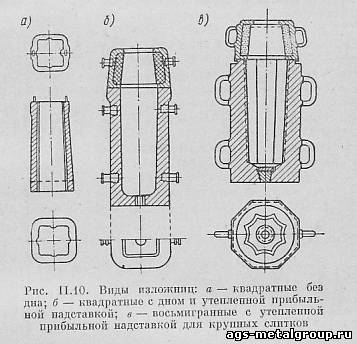
Рідку сталь розливають у виливниці (рис. 11.10) для отримання зливків. Виливниці відливають з чавуну, рідше із сталі. Квадратні виливниці застосовують для одержання злитків на прокат і поковки; шестигранні і восьмигранні - для поковок, прямокутні - для листів, круглі - для труб. Виливниці бувають без дна і з глухим дном.
Виливниці встановлюють на масивний чавунний піддон, щоб через нижню частину виливниць не витікав метал. Прибуткові надставки є частиною виливниці і служать для формування прибуткової або головної частини злитка. Для зменшення швидкості охолодження прибуткової частини надставки викладають всередині вогнетривкою цеглою. Вага сталевих злитків коливається в межах 0,5 - 250 т і вище. Найчастіше для прокату відливаються злитки вагою 6 - 8 т. Застосовуються два способи розливання сталі у виливниці зверху і знизу (сифонна). Розливання у виливниці зверху, мають розширення вгорі (рис.11.10, б, в), застосовується для одержання великих зливків спокійної (повністю раскисленной) стали. Сталь при цьому заливається через верхню частину виливниці.
При заливці великих злитків використовують проміжну воронку. При розливання спокійної сталі зверху злиток виходить щільним, а в прибутковій частині утворюється зосереджена усадочна раковина, яка разом з прибутком видаляється. З метою зменшення розмірів відходу і прибутків в злитках утеплюють прибуткові надставки; прибуткову частину зливка підігрівають засипанням зверху на метал малотеплопроводных або горючих сумішей (FeSi), газовими пальниками, електричною дугою, пропусканням струму через шлак, індукційним нагрівом та іншими способами; знижують температуру і швидкість заливання металу у виливниці; виготовляють виливниці з розширенням догори. Кількість неметалічних включень у зливках спокійної сталі, розлитої зверху, виходить меншим, ніж при сифонної розливанні.
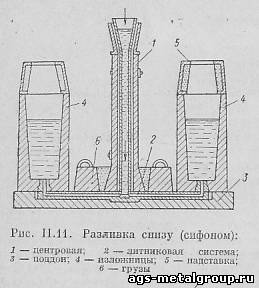
Злитки середнього і малого ваги спокійної і киплячої сталі (раскисленной неповністю) найчастіше отримують більш продуктивної сифонної розливанням (рис. 11.11) у виливниці з розширенням догори або донизу (рис. 11.10, а). Виливниці встановлюють на чавунні піддони з каналами для литниковой системи. Заливка металу здійснюється через центровий літник 1 і одночасно заповнюють від 2 до 50 і більше виливниць.При цьому більш сильно розігрівається нижня частина злитка і замість зосередженої раковини киплячої сталі виходить велика кількість газових бульбашок і усадочних пір, заваривающихся при прокатці злитка.
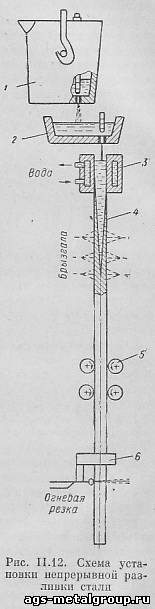
Розливання сталі у виливниці описаними способами малопроизводительна і дає низький вихід придатного металу. Більш досконалою є безперервна розливка сталі, схематично показана на рис. II.12. Рідкий метал з сталерозливального ковша 1 через проміжне пристрій 2 потрапляє в мідну водоохолоджувальну коробку - кристалізатор 3, в якому утворюється кірка литої заготовки 4. По мірі протягування вниз роликами 5 лита заготівля додатково охолоджується водою, остаточно твердне, розрізається газовим різаком 6 на мірні шматки і далі направляється на прокатку.Перетин одержуваної заготовки 175 Х 420 мм і більше. Швидкість витягування литої заготовки становить 0,5 - 2,5 м/хв. На одноручьевой установці при розливання заготовок перетином 165 Х 1000 мм продуктивність досягає 70 т/год, Кількість струмків в установках - 8 і більше. Крім високої продуктивності безперервна розливка має наступні переваги: знижуються експлуатаційні витрати та собівартість сталі; відпадає потреба в изложницах; підвищується вихід придатного металу; відпадає необхідність у великих обтискних станах типу блюмінгів.
§ 27. Кристалічна будова сталевого зливка. Дефекти злитка
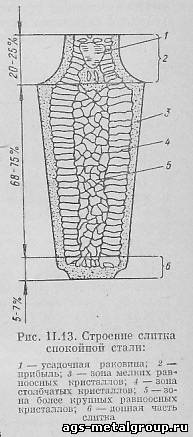
У зв'язку з направленою кристалізацією металу в изложницах від периферії до центру і знизу вгору, а також зважаючи на зміни умов твердіння сталі кристалічна будова зливка виходить неоднорідним: зовні (рис. 11.13) - дрібні равноосные кристали, одержувані в умовах найбільш швидкого охолодження, далі витягнуті стовпчасті кристали і всередині знову равноосные кристали. У верхній частині злитка розташована усадочна раковина, причому верхня (20 - 25%) і донна частині злитка (5 - 7%) є відходами.До дефектів сталевого зливка відносяться: раковини (усадочні та газові), усадкова пористість і газові бульбашки; неоднорідність у розподілі домішок - вуглецю, сірки, фосфору і газів (ізоляція); поперечні і поздовжні тріщини; підвищені кількості неметалічних включень окислів, сульфідів, силікатів, а також шкідливих газів - водню, азоту і кисню.
Будова зливка киплячої сталі значно відрізняється від будови злитку спокійної сталі. У злитку киплячої сталі у верхній його частині відсутній зосереджена усадочна раковина, але є багато газових бульбашок, розташованих біля поверхні і в глибині злитка. Для зливків киплячої сталі характерні більш сильно виражена неоднорідність у розподілі домішок, а також більш високу їх зміст. Від верхньої частини зливків киплячої сталі відрізається в відхід значно менше металу, знижується витрата феросплавів, у зв'язку з чим виробництво киплячої сталі економічно вигідно.
|
| Категорія: Технологія металів | Додав: 25.09.2016
|
| Переглядів: 4248
| Рейтинг: 0.0/0 |
|