Інструмент з швидкорізальної сталі піддається термічній обробці з метою отримання красностойкой і зносостійкої структури.
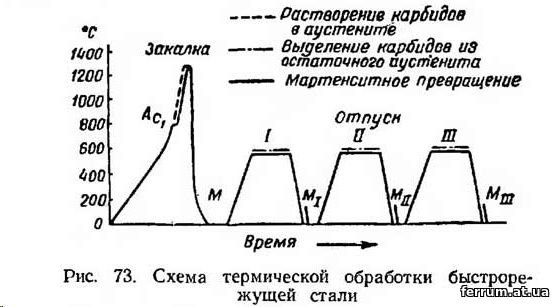
Термічна обробка швидкорізальної сталі складається з гарту і багаторазового відпуску (рис. 73), іноді з проміжною обробкою холодом.
Швидкорізальна сталь містить велику кількість карбідо (до 30-35%).
Для більш повного розчинення цих карбідів в аустените та отримання красностойкого мартенсіту загартування швидкорізальної сталі виробляють при температурах, близьких до температури плавлення.
У зв'язку з тим, що такий високий нагрів сталі буде викликати велике окислення і зневуглецювання, нагрів сталі виробляють зазвичай в соляних ваннах.
Краще нагрівати сталь з попереднім підігрівом при температурі 900-950° щоб уникнути розтріскування.
Підігрів інструменту зі швидкорізальної сталі може проводитися в камерних чи шахтних печах. Остаточний нагрів виробляють в електродних печах-ваннах.
При остаточному нагріванні під загартування різці з швидкорізальної сталі нагрівають до температури 1280-1310°.
Для фасонного інструменту, для якого розплавлення ріжучих кромок є важко поправним браком, температуру гарту вибирають 1260-1290°.
Витримка при температурі загартування залежить від перерізу інструменту і становить частки хвилини.
Висока температура гарту і нагрівання в рідкому середовищі забезпечують повний прогрів вироби і можливо більш повне розчинення карбідів. Однак повного розчинення карбідів не відбувається.
Охолодження інструменту зі швидкорізальної сталі ведеться в маслі. Інструмент малого перетину з швидкорізальних сталей гартується прямо на повітрі.
Після гарту в швидкорізальної сталі зберігається велика кількість залишкового аустеніту (до 40%).
Це знижує твердість сталі. Для розкладання залишкового аустеніту застосовують або обробку холодом з подальшим відпуском, або багаторазовий відпуск. Обробку холодом виробляють шляхом охолодження загартованих деталей до -80°.
Відпустку швидкорізальної сталі здійснюють при порівняно високих температурах (550-540°), що пояснюється високою красностойкостью мартенсіту і великою стійкістю аустеніту.
Під час витримки при відпустці з залишкового аустеніту виділяються карбіди легуючих елементів.
При подальшому охолодженні стали на повітрі збіднений легуючими елементами аустеніт перетворюється у мартенсит відпустки, що підвищує твердість сталі (вторинна загартування).
Багаторазовий відпуск дається з метою більш повного перетворення залишкового аустеніту в мартенсит.
Стали, схильні до відпускної крихкості, не піддаються відпустки в інтервалі температур 270-400° і охолоджуються після відпустки в інтервалі 500-550° прискорено.
| 