| Статистика |
|---|
Онлайн всього: 1 Гостей: 1 Користувачів: 0
|
|
Способи механічного очищення металевої поверхні
Механічне очищення поверхні під покриття здійснюється двома групами методів: ручним або механізованим інструментом, в поєднанні з розчинами або розчинами ПАР, а також струминно-абразивним способом за допомогою металевого піску, дробу або суспензії кварцового піску з водою.
Хоча очищення ручним або механізованим інструментом забрудненої і іржавої поверхні у поєднанні з подальшим знежиренням розчинами або розчинами ПАР дає щодо «чисту» поверхню металу, придатну для фарбування корозійно-стійкими лакофарбовими матеріалами, однак, найбільш «шорстку» поверхню, що володіє підвищеною адгезією до покриття, дає все ж дробе-піскоструминна обробка.На практиці, для підвищення якості очищення і, особливо, продуктивності цього процесу в резервуарах, поєднують обидва способи - попереднє очищення механізованим і ручним інструментом з струминно-абразивними методами, що особливо важливо при підготовці великих за розмірами площ внутрішньої поверхні сталевих резервуарів.
Очищення металевої поверхні ручним і механізованим інструментом
Металевий резервуар, що передається для протикорозійних робіт, може містити на своїй внутрішній поверхні після експлуатації значна кількість продуктів корозії і пилу, солей, залишків парафіну, нафти і т. д. Тому перед ретельною підготовкою цієї поверхні під фарбування струминними методами очищення, вона повинна бути, по можливості, звільнена від основної маси пухких, що очищаються ручним і механізованим інструментом продуктів корозії.
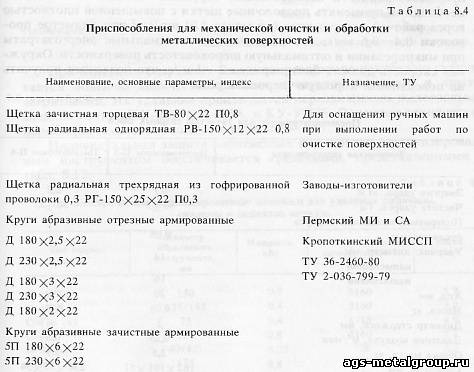
В табл. 8.4. вказані пристосування для механічного очищення забруднень поверхні, якими оснащують механізований ручний інструмент.До їх складу входять різні щітки і абразивні круги. Вони використовуються для очищення поверхні від легко обсипаються продуктів корозії на стінках резервуара. Для цієї мети можуть бути широко використані й інші аналогічні пристрої, наприклад, иглофрезы, а також механізований інструмент, який використовується в суднобудуванні.
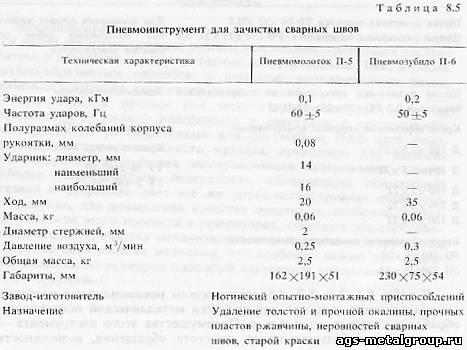
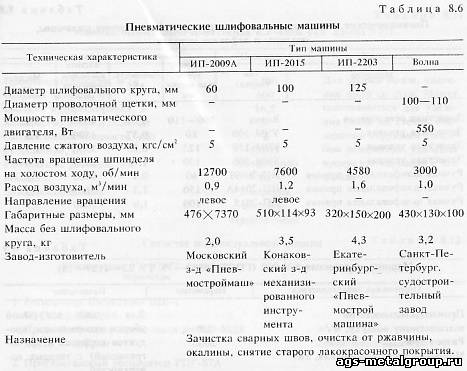
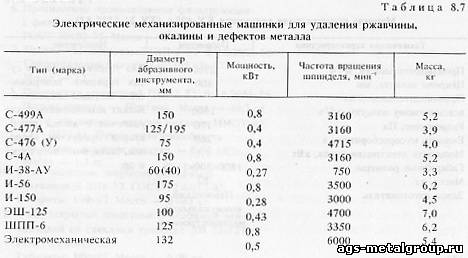
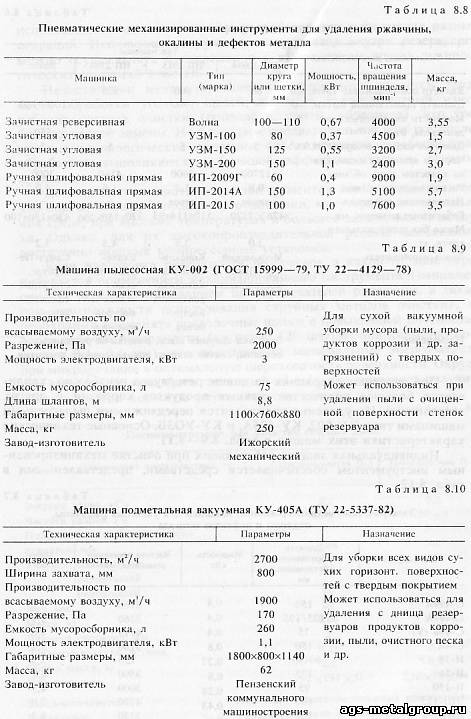
В табл. 8.5, 8.6, 8.7, 8.8 представлені рекомендовані машинки (пневматичні, ручні) для зачищення металевої поверхні, обробки зварних швів і т. д. Переваги цього інструменту порівняно невелика маса, простота, можливість використання одного і того ж пристрою для виконання різних операцій. Використання ручних інструментів всередині резервуарів можна здійснювати одночасно з виконанням інших технологічних операцій очищення.
Недоліками механізованого інструменту є трудність обробки куточків, щілин та пазів, а також швидкий знос робочих органів (очищення дроту, щіток, абразивів), що вимагає їх частої заміни. Але завдяки попередньому очищенню наступні технологічні операції (знежирення, дробеструйная обробка) виконуються з великою ефективністю і, головне, продуктивністю.
Гідність пневматичних інструментів полягає ще й у тому, що вони не небезпечні в пожежному відношенні, можуть працювати у вологому середовищі, при високих температурах і великий запиленості повітря. Однак, для їх високопродуктивної роботи, необхідні досить потужні компресорні установки.
Якщо підготовка поверхні резервуара в якійсь зоні обмежується застосуванням механізованого інструменту (наприклад, очищення перед використанням перетворювачів іржі, а також при неможливості використання струменевих методів очищення), то необхідно застосовувати дротяні щітки з підвищеною густиною ворсу робочої поверхні (не менше 120 шт/см2 при діаметрі дроту 0,4 - 0,6 мм), що забезпечує мінімальні енерговитрати при микрорезании і оптимальну шорсткість поверхні.Окружна швидкість повинна бути близько 2 - 4 м/с, що дозволяє отримати на поверхні хорошу шорсткість.
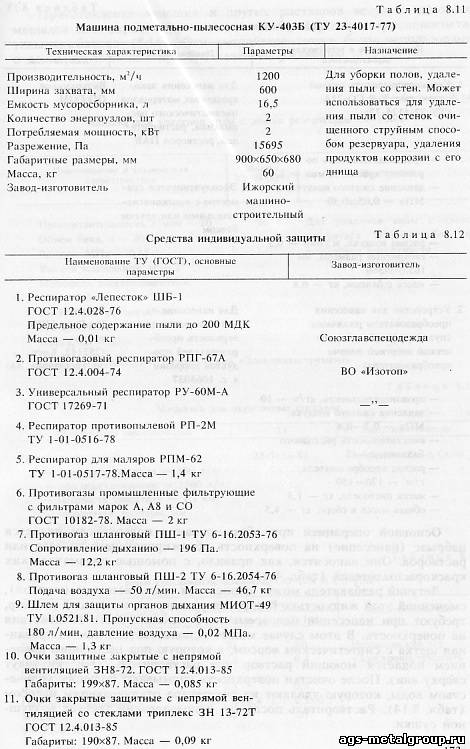
При очисних операціях на днище резервуара неминуче накопичується велика кількість пухких продуктів корозії і інших забруднень. Їх видалення здійснюється пересувними пылесосными машинами типу КУ-002, КУ-405А, і КУ-УОЗБ. Основні технічні характеристики цих машин в табл. 8.9 - 8.11.
Індивідуальна захист працюючих при очищенні механізованим інструментом забезпечується засобами, представленими в табл. 8.12.
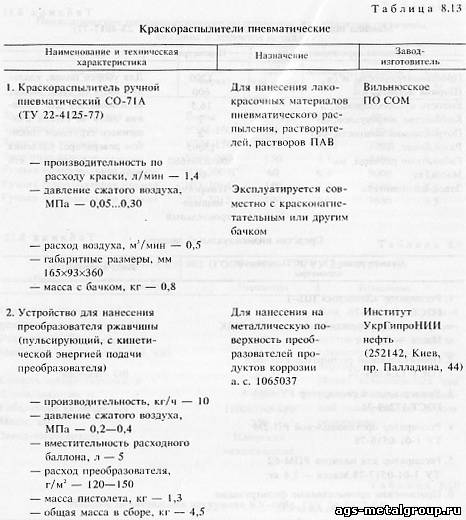
Основною операцією при знежирюванні поверхні є набризк (нанесення) на поверхню обезжиривающего складу або розчинів. Вони наносяться, як правило, з допомогою пневматичних фарборозпилювачів (табл. 8.13).
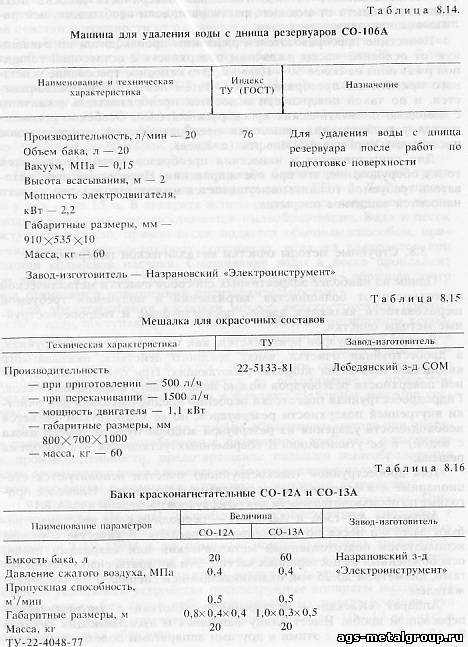
Леткий розчинник може наноситися також дрантям (щіткою), змоченою цією рідиною. Як розчинник, так і миючої розчин, вимагають при нанесенні одночасного механічного впливу на поверхню. В цьому випадку може використовуватися комбінована щітка з синтетичним ворсом, в яку під невеликим тиском подається мийний розчин або розчинник. Очищення ведуть зверху вниз. Після очищення поверхню промивають великою кількістю води, яку видаляють з резервуара відкачує насосом (табл. 8.14). Розчинник після його використання вимагає повітряної сушки.
Приготування миючих і інших розчинів ведуть з допомогою мішалок для фарбувальних сумішей (табл. 8.15) або красконагнетательных бачків (8.16). Ці пристрої можуть бути використані і для приготування перетворювачів іржі.
Якщо передбачена подальша дробе - або піскоструминне очищення поверхні, то можна обмежитися знежиренням розчинником. Якщо ж після знежирення підготовлена поверхня буде оброблятися перетворювачами іржі або, в крайньому випадку, на цю поверхню будуть наноситися захисні покриття (що небажано), то підготовлена поверхня повинна бути ретельно відмита від миючого розчину і, якщо необхідно, нейтралізована або запассивирована.
Нанесення перетворювачів іржі проводиться на очищену від основної маси іржі поверхню з залишкової товщиною іржі не більше 50 - 100 мкм. Це основна вимога успішного застосування перетворювачів. Потім поверхню знежирюється, і по такій поверхні наноситься перетворювач іржі за допомогою пневматичних фарборозпилювачів. Особливо рекомендується пристрій для нанесення перетворювачів, розроблене інститутом Укрдіпроніінафта (р. Київ).
Для приготування і нанесення перетворювачів використовується те ж обладнання, що при знежирюванні. Нанесений перетворювач необхідної товщини висушуються на повітрі, а потім на нього наноситься захисне покриття.
|
| Категорія: Захист нафтових резервуарів від корозії | Додав: 26.09.2016
|
| Переглядів: 1550
| Рейтинг: 0.0/0 |
|