| Статистика |
|---|
Онлайн всього: 1 Гостей: 1 Користувачів: 0
|
|
Технологічний процес нанесення лакофарбових покриттів
В процесі нанесення лакофарбових покриттів на підготовлену поверхню, як правило, розрізняють три стадії: грунтування, шпаклювання, нанесення необхідної кількості шарів лакофарбових. У результаті послідовного виконання цих операцій отримують захисну систему, яка забезпечує високу адгезію покриття із захисним металом, а також стійкість покриття до дії навколишнього корозійного середовища.
Велике значення має стадія грунтування металу, яка є першою операцій, наступною, по можливості, негайно після підготовки поверхні.Розуміння сутності цієї відповідальної операції дозволяє отримати високоякісне покриття. Справа в тому, що в перші хвилини і години очищена поверхня металу ще позбавлена окисних плівок і тому є дуже активною для адгезії різних матеріалів. Ґрунтувальний шар може наноситися з покривних матеріалів, але значно меншої в'язкості.Це робиться для того, щоб рідкий шар ЛКМ проник в усі пори шорсткої поверхні металу.
У зв'язку з тим, що при нанесенні шару грунтовки повітряним і, почасти, безповітряним розпиленням під рідким шаром можливе защемлення мікроскопічних бульбашок повітря, зменшують площу адгезії покриття з металом, у відповідальних випадках рекомендується після грунтування розпиленням пройтися по нанесеного шару пензлем або, що краще, валиком, і втерти ґрунтовку у пори металу, одночасно видаляючи з неї бульбашки повітря. Це особливо важливо робити, якщо між процесом піскоструминного очищення поверхні і нанесенням грунтовки проходить кілька годин.У вологу погоду утворюється на металі невидима плівка води розтушовується і видаляється пензлем або валиком, забезпечуючи отримання високої якості покриття.
Сушку ґрунтувального шару при звичайній температурі проводять у відповідності з режимом, передбаченим Гост, ТУ або встановленою технологією. Важливо підкреслити, що під час нанесення ґрунтувального шару і його сушіння не рекомендується проводити пылеобразующие очисні роботи. Отже, треба розрахувати так величину площі очищення поверхні, щоб за одну або дві зміни можна було закінчити нанесення грунтовки, а в неробочий час (вночі) ця грунтовка встигла висохнути. Після цього очисні операції можна продовжити, поки вся захищена поверхня резервуара не буде загрунтована.
Операція шпатлювання проводиться після або одночасно з процесом ґрунтовки. Вона призначається для вирівнювання загрунтованого металу, якщо на ньому є глибокі подряпини, віспини і т. д. Шпаклівці в обов'язковому порядку піддаються зварні шви. Шпаклівку наносять тонким шаром товщиною не більше 0,5 мм щоб уникнути її розтріскування.
Далі йде сам процес нанесення необхідного числа покривних шарів з їх междуслойной сушінням до стану «до відпливу». Час нанесення одного і наступних шарів не регламентується, але особливо затягувати цей процес небажано. Доцільно при здійсненні локального процесу очищення і грунтовки перед початком нової стадії очищення нанести і осушити один покривний шар. Це гарантує високу якість нанесення захисних покриттів.
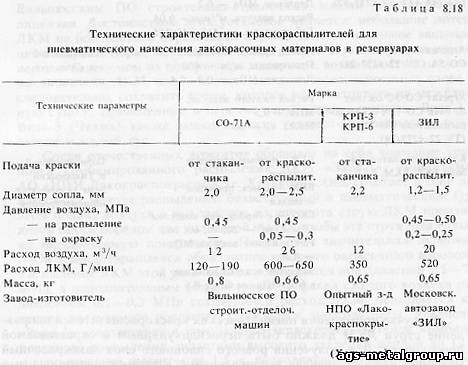
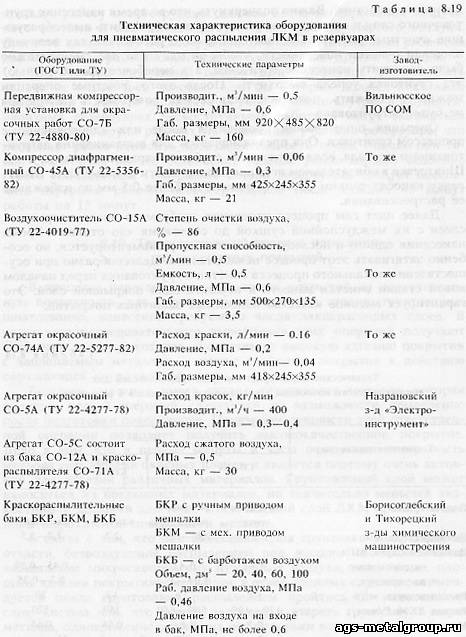
У разі застосування пневматичних фарборозпилювачів напрям струменя ЛКМ повинен бути перпендикулярним до поверхні, що фарбується. Для отримання рівного суцільного шару лакофарбовий матеріал наносять спочатку вертикальними, а потім горизонтальними смугами. При цьому край кожної наступної смуги повинен захоплювати край раніше нанесеної. Фарбу необхідно періодично перемішувати, особливо при використанні красконагнетательных бачків. Технічні характеристики найбільш придатних для протикорозійного захисту резервуарів пневматичних фарборозпилювачів наведено в табл.8.18, а допоміжне обладнання - в табл. 8.19.
Основним недоліком повітряних (пневматичних) фарбувальних установок є втрата лакофарбового матеріалу на туманообразование (поява фарбового аерозолю), який не доходить до поверхні, що фарбується і заповнює навколишній простір, створюючи вибухонебезпечну концентрацію фарби і шкідливі для здоров'я умови. З цієї причини при використанні пневматичних установок потрібна дуже висока кратність обміну повітря (більше 10) та інтенсивна вентиляція внутрішньої порожнини резервуара в робочій зоні забарвлення.
У зв'язку з цим для нанесення лакофарбових матеріалів в резервуарах кращі установки безповітряного розпилення, коли ЛКМ розпорошується під тиском барвистою рідини. Туманообразование при цьому помітно знижується.
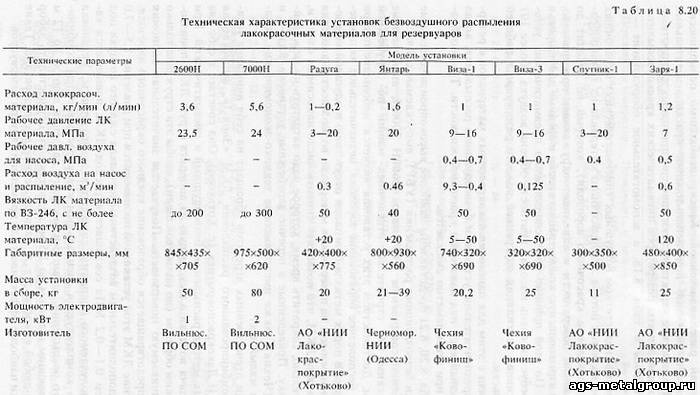
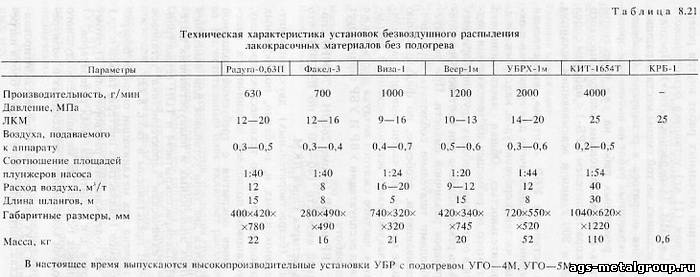
В табл. 8.20, 8.21 представлені найбільш високопродуктивні установки безповітряного розпилення (УБР), що випускаються зараз.
Особливо досконалі УБР марок 2600Н 7000Н, що випускаються Вильнюсским З будівельно-оздоблювальних машин з зарубіжної ліцензії.Гідністю цих установок є: невеликі втрати ЛФМ на марне утворення аерозолю, незначне защемлення повітря в порах металу завдяки відсутності повітряної компоненти якої завдають на поверхню матеріалі, можливість нанесення високов'язких ЛКМ,що дозволяє знизити число шарів і, отже, скоротити час, який треба затратити на межслойную сушку.Наведені у переліку зарубіжні установки Віза-1 і Віза-3 (Чехія) також мають високі техніко-економічні показники і мала вага.
Серед вітчизняних агрегатів звертає на себе увагу встановлення комбінованого розпилення ЛКМ «Зоря-1», що випускається АТ «НДІ Лакокраспокрытие» (р. Хотьково). Вона поєднує в собі два відомих методу розпилення: безповітряний і пневматичний. При цьому подача повітря, що виходить з апарату струмінь ЛФМ здійснюється таким чином (по кільцевій щілині), щоб ця струмінь йшла тільки на поверхню.Виходить значна економія ЛКМ і запобігається утворення шкідливого фарбувального аерозолю.Розпорошення ЛКМ цією установкою проводиться при тиску 1,5 - 7,0 МПа, а додатковим впливом на факел стисненого повітря під тиском 0,1 - 0,2 МПа скорочується витрата ЛКМ, підвищується якість одержуваного покриття, знижуються енерговитрати. Установка «Зоря-1» комплектується спеціальним фарборозпилювачем комбінованого розпилення, шлангами високого тиску довжиною до 12 м і всмоктуючим шлангом до 1,5 м, що дозволяє здійснювати забір ЛКМ з будь-якої ємності, в т. ч. розташованої поза резервуара. Такі установки найбільш ефективні для застосування усередині резервуарів.
Досить корисна при виконанні окремих робіт усередині резервуарів малогабаритна переносна (11 кг) установка безповітряного розпилення «Супутник-1» (АТ «НДІ Лакокраспокрытие»). Призначена для нанесення ЛФМ в умовах частої зміни місця фарбування і постійного переміщення оператора в резервуарі. Особливо вона придатна для виконання фарбувальних робіт на висоті при виробництві відновлювальних і ремонтних робіт на вже завдані покритті.Установки «Супутник-1» укомплектовані шлангом високого тиску довжиною до 12 м, фарборозпилювачем КРБ-1 з набором насадок з витратою фарби 400, 600 і 800 м/хв і всмоктуючим шлангом довжиною 1,5 м.
Заслуговує на увагу установка УБР «Янтар», що випускається в системі морського суднобудування. Призначена для грунтовки і фарбування підводних і надводних частин,корпусів судів,надбудов і т. д. Володіє високою продуктивністю. Загальна маса апарата 21 - 39 кг, в залежності від цього він буде розміщений на візку або підставці. Широко застосовується у фарбувальних роботах великогабаритних виробів і тому може бути рекомендована при протикорозійного захисту сталевих резервуарів різної ємності.При експлуатації цих установок необхідно ретельно дотримуватися періодичність операцій по перемішуванню і, особливо, по фільтруванню ЛКМ, оскільки наявність навіть найдрібніших частинок виводить розпилювач і установку з ладу - закупорює всі підводять і розпилюють канали. Вимоги до чистоти стисненого повітря тут також підвищені. Дотримання правил експлуатації НВР ТА УБР гарантує їх високопродуктивну роботу.
Більшість установок НВР та УБР (крім 2600Н і 7000Н) здатні наносити ЛКМ середньої в'язкості (40 - 50 с по ВЗ-246), що вимагає використання трьох-чотирьох шарів ЛКМ.
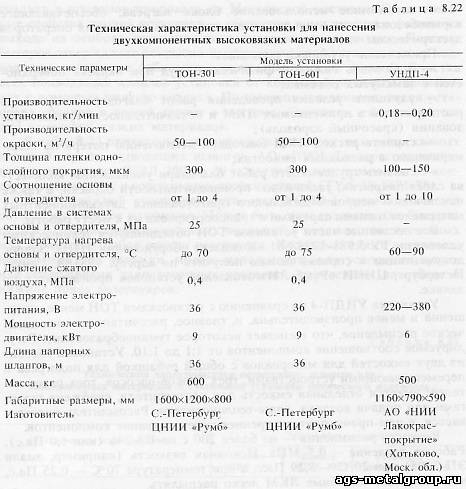
Нанесення високов'язких (безрастворительных) двокомпонентних матеріалів на основі епоксидних і, особливо, поліефірних смол являє собою досить складну технічну проблему, хоча застосування нових установок дозволяє обмежитися нанесенням всього одного-двох шарів покриття із заданою товщиною (150 - 500 мкм).
У нашій країні випускаються два типи установок для нанесення високов'язких двухупаковочных епоксидних і поліуретанових матеріалів - УНДП (АТ «НДІ Лакокраспокрытие») і ТОН (суднобудівна промисловість) . Технічна характеристика установок УНДП-4, ТОН-301 і ТОН-601 представлені в табл. 8.22.
|
| Категорія: Захист нафтових резервуарів від корозії | Додав: 26.09.2016
|
| Переглядів: 1557
| Рейтинг: 0.0/0 |
|