| Статистика |
|---|
Онлайн всього: 1 Гостей: 1 Користувачів: 0
|
|
Технологія нанесення комбінованих металлизационно-полімерних покриттів
Як уже зазначалося, останнім часом в нашій країні і за кордоном для підвищення надійності захисту особливо відповідальних конструкцій від корозії широко застосовуються металлизационно-полімерні покриття. Вони мають наступні переваги в порівнянні з роздільно нанесеними лакофарбовими і металлизационными покриттями:
- збільшення довговічності покриття в 2 - 3 рази, особливо в сильноагресивних умовах;
- зменшення вартості покриття, віднесеної до реального терміну служби;
- порівняльна простота технологічного процесу отримання покриття на цьому обладнанні;
- можливість отримання покриття будь-якої заданої товщини і на необхідні ділянки і зони поверхні резервуарів;
- легкість механізації процесу нанесення або комбінованих покриттів металізацій на листовий прокат і на резервуарні заготовки в заводських або стаціонарних умовах;
- відносно невеликі розміри площі, необхідної для організації цехів і ділянок в заводських і, особливо, польових умовах.
Основна умова ефективності даного процесу: металізація повинна проводитися ретельно підготовленої поверхні, добре очищеної від жирових і інших забруднень і володіє розвиненою шорсткістю для надійного зчеплення з металлизационным шаром. Оскільки цей шар у системі захисного покриття має, по суті, допоміжне значення, товщина металлизационного шару повинна бути мінімальною, а не такою, яку рекомендують, коли це покриття використовується самостійно.Шорсткість металевої поверхні треба забезпечувати максимальної для отримання покриття необхідної товщини (від 6 до 25 мкм). Кращим способом додання їй необхідної шорсткості є легка обробка поверхні металевим піском струминними апаратами. Після металізації нанесений шар повинен бути стабілізовано від атмосферного впливу грунтовим шаром або водним розчином ПАР.
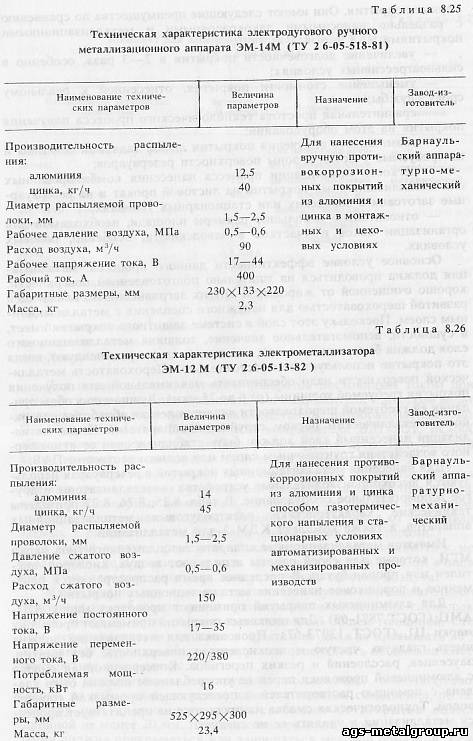
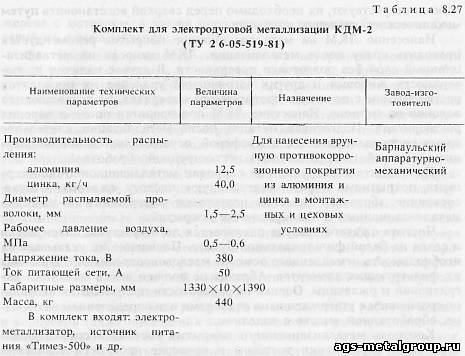
Для нанесення покриттів металізацій в резервуарах використовуються високопродуктивні пристрої - металлизаторы та інше допоміжне обладнання. В табл. 8.25, 8.26, 8.27 наведені технічні характеристики електродугових металлізаціонних апаратів, а також комплект КДМ-2 для металізації.
Є металлизационные апарати газополум'яного типу марки МГІ, які для своєї роботи використовують повітря, кисень, ацетилен пропан-бутан. Останнім часом поширюється плазмове і порошкове нанесення покриттів металізацій.
Для алюмінієвих покриттів застосовують дріт марок АД1, АМЦ (ГОСТ 7871-63). Для цинкових покриттів застосовують дріт марки Ц1 (ГОСТ 13073-67). Дріт для металізації повинна мати гладку, чисту і неокисленную поверхню, без вм'ятин, задирок, розшарувань і різких перегинів. Консервационная мастило з алюмінієвого дроту перед її вживанням повинна бути видалена з допомогою розчинників з наступним промиванням гарячою водою. Технологічна мастило на дроті не перешкоджає процесу металізації і видаляти її не слід.
Для живлення електродугових апаратів постійним струмом застосовуються зварювальні перетворювачі і випрямлювачі з жорсткою вольт-амперної характеристикою. Рекомендуються перетворювачі типу ПС-1000, ПСГ-500 і ПСУ-500 або випрямлячі ВДГ-301, ВС-600, забезпечують високу стабільність горіння дуги. При металізації вручну рекомендується застосовувати комплект КДМ-2.
При експлуатації ручних металлізаціонних апаратів газополум'яного типу в умовах монтажних майданчиків, а також при роботах всередині стаціонарних приміщень, їх харчування киснем і горючими газами - ацетиленом і пропан-бутаном проводиться від встановлюваних у робочого місця балонів, забезпечених редукторами.
Стиснене повітря, що застосовується для підготовки поверхні до металізації, не повинен містити масла і вологи, для чого він очищається в масловодоотделителях або установках очищення повітря.
Металізація вручну здійснюється шляхом послідовного нанесення на невеликі ділянки поверхні декількох шарів покриття, число яких визначається заданою загальною товщиною. Ступінь нерівномірності товщини покриття не повинна перевищувати 20% від заданої товщини. Металлизируемая поверхня не повинна мати температуру нижче мінус 5'С.
При металізації конструкцій, що підлягають електродугового зварювання, щоб уникнути зниження якості зварних з'єднань, по периметру шва повинна лишатися вільна від покриття смуга, шириною не менше 20 мм, Для цього поверхня кромки при металізації повинна прикриватися або захищатися крейдяної обмазкою. Якщо смуги відсутні, їх необхідно перед зварюванням відновити шляхом механічного видалення покриття.
Нанесення ЛФМ на металлизационное покриття рекомендується проводити відразу після металізації. ЛКМ наносять на металлизационный шар без підготовки поверхні. У разі наявності на поверхні жирових та інших забруднень видалення їх проводиться розчинником за допомогою протирального матеріалу, що не залишає волокон на металі. Нанесення ЛФМ здійснюється після випаровування розчинника.Підготовка металу після металізації тривалий час стикалися з атмосферою, здійснюється знежиренням і легкої (поверхневої) піскоструминної обробкою.
При захист конструкцій від корозії металлизационно-полімерними покриттями суворо контролюють чистоту стисненого повітря, стан абразиву, якість підготовки поверхні і якість металлізаціонних і лакофарбових покриттів.
Чистота стисненого повітря оцінюється за відсутності плям масла і вологи на білій фільтрувальному папері. Поява їх вказує на необхідність негайного огляду масловодоотделителей і заміни їх фільтруючих елементів. Абразив не повинен мати масляних забруднень та іржі. Оцінка шорсткості проводиться візуально порівнянням з затвердженими еталонами або визначенням на зразку, обробленому разом з виробом.
Контроль металлизационного покриття полягає в оцінці зовнішнього вигляду, визначенні товщини і перевірці міцності зчеплення (адгезії) з металом. Покриття повинне бути дрібнозернистим і відповідати 3 - 5 класу чистоти. Пропуски, здуття, металеві бризки повинні бути відсутніми.
Товщину покриттів металізацій на поверхні, що захищається вимірюють толщиномерами магнітного (ЭИТП-1), електромагнітного (МІП-10, МТ-30) або іншого типу.
|
| Категорія: Захист нафтових резервуарів від корозії | Додав: 26.09.2016
|
| Переглядів: 810
| Рейтинг: 0.0/0 |
|