| Статистика |
|---|
Онлайн всього: 1 Гостей: 1 Користувачів: 0
|
|
Запобігання утворення тріщин в зварних з'єднаннях різнорідних металів нижніх поясів металевих резервуарів
Як вже зазначалося, тріщиноутворення в біляшовній зоні зварних швів є, з одного боку, результатом зміни структури металу з втратою їм міцності і пластичності, а з іншого - схильністю цієї зони зварного шва до підвищеного ступеня проникнення в метал атомів водню, тобто до водневої крихкості біляшовної зони, наростання суто корозійним руйнуванням металу в анодній області.
Тому для запобігання появи тріщин в біляшовній зоні зварних швів необхідно: по-перше, повернути металу цієї зони первинну структуру, а по-друге, екранувати цю гетерогенну систему від впливу особливо агресивною корозійного середовища - водного середовища сірководню. Відновлення первісної структури металу після зварювання можна добитися відповідної термічної обробкою. Екранувати гетерогенну зону різнорідних металів при зварюванні можна з допомогою високостійких захисних покриттів.При цьому слід мати на увазі, що якісна підготовка поверхні, нанесення захисного покриття, в принципі, може вирішити проблему ізоляції гетерогенній поверхні від корозійно-агресивного середовища. Але, як відомо, ідеальних покриттів не буває, у них завжди є пори і мікродефекти, через які до металу проникає водний електроліт. Тому необхідно провести термообробку металу, знизити його схильність до наводороживанию, а захисне покриття, навіть не цілком непроникне, вбереже метал від корозійного впливу.Результат цілком задовільний: поверхня резервуара після ремонту позбавиться від зони зниженої корозійної стійкості. Правда, в разі відсутності фізичних умов з проведення термічної обробки зони зварного шва, можна обмежитися нанесенням тільки одного захисного покриття, проте, дуже високої якості.
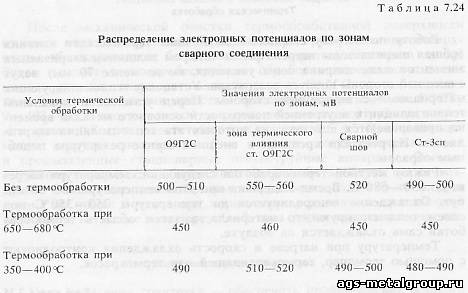
В таблиці 7.24 представлені дані по термічної обробки зварного шва і зони термічного впливу різнорідних металів - сталі 09Г2С і ВСт-Зсп.Ступінь гетерогенності оцінювали за розподілом стаціонарного потенціалу зразків металу в мінералізованою середовищі - 3 %-м розчині хлористого натрію.
З наведених даних випливає, що без термообробки гетерогенність зони зварного шва, особливо при контакті таких різнорідних металів, як сталь 09Г2С і Ст-Зсп, досягає максимальних значень. При цьому виділяється анодна зона термічного впливу (550-560 мВ). Сам зварний шов є в цій системі катодом. Руйнування піддається, в основному, зона термічного впливу сталі 09Г2С на відстані 70 - 100 мм від шва, трохи меншою мірою Ст-Зсп.А оскільки маловуглецеві сталі не схильні до помітного наводороживанию, то ця зона і руйнується мало, а тріщина потім виникає саме на сталі 09Г2С.
При термообробці згідно з загальноприйнятими вимогами до температури 650 - 680'С обидві стали стають однорідними: потенціал на них вирівнюється, що свідчить про придбання сталлю 09Г2С і Ст-Зсп майже однакових потенціалів. При проміжної температурі 350 - 400'С, недостатньою для структурної перебудови металу, гетерогенність звареного металевого зразка практично змінюється мало, що не вирішує проблеми. Тому або ми ведемо термообробку при необхідних температурах, або ми її не проводимо взагалі. Працювати з проміжними температурами не має сенсу.
Послідовність технологічних робіт по протикорозійного захисту зварних швів резервуарних листів після проведених на резервуарі ремонтів зводиться до наступних операцій:
- спочатку необхідно усунути всі виявлені дефекти на зварних швах;
- потім проводиться термообробка зварних і біляшовній зони резервуара для зняття залишкових напруг у металі;
- усуваються ручним механізованим інструментом дефекти, выявившиеся після термообробки: видаляються задирки, бризки металу, окалина та ін;
- проводиться дробе піскоструминне очищення поверхні шва, біля шовної зони основного металу на відстані 150 - 200 мм по обидві сторони від зварного шва;
- наноситься шар грунтовки, потім, після його затвердіння - шпаклівка, а потім розрахункове число ізоляційних шарів покриття.Остаточне затвердіння покриття займає 5 - 7 діб;
- після проводиться дефектоскопія нанесеного покриття, усуваються місця дефектів і несуцільностей;
- висновок виділяються з зовнішньої сторони контрольні ділянки і проводиться їх кольорова маркування.
Термічна обробка
Роботу по нагріванню зварного шва і зони термічного впливу (загальна ширина зони нагріву дорівнює чотирьом товщинам зварюваних елементів плюс ширина зони посилення, але не менше 70 мм) ведуть з зовнішньої сторони корпуса резервуара. Встановлення теплоізолюючих матеріалів - з внутрішньої сторони. Перед встановленням локальної теплоізоляції до внутрішньої поверхні основного металу тимчасово приварюються шпильки, на яких ця теплоізоляція закріплюється. Нагрівачі кріпляться до зовнішньої стінки резервуара подібним чином.
Режим місцевої термообробки наступний: температура нагріву до 650 - 680'С. Час витримки при цій температурі 40 - 60 хвилин.Охолодження контролюється до температури 250 - 350'С під шаром ізолюючого матеріалу, а потім область термообробки сама охолоджується на повітрі.
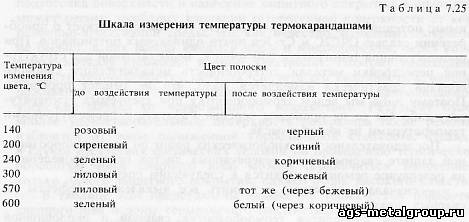
Температуру при нагріванні і швидкість охолодження контролюють за допомогою термопар, термокарандашей або термокрасок.
Перерви в нагріванні при проведенні місцевої термічної обробки не допускаються. При вимушених перервах, нагріває пристрій залишається на місці. При повторному нагріванні час перебування при необхідній температурі підсумовується, але має бути не менше наведеного вище.
Як теплозахисних матеріалів рекомендуються:
- кремнеземні тканина, товщина 0,4 мм — до 1300'С
- вата каолінового складу — до 1110'С
- склотканина, товщина 0,4 мм — до 450'С
- скловата — до 450'С
- мати з вати каолінового складу — до 1100'С
- мати з високотемпературної вати каолінового складу з кремнеземовой обшивкою — до 1200'С
Підготовка металу до нанесення покриття
Після механічного очищення термообробленої поверхні від бризок металу, задирок, шорсткостей, грубої окалини поверхню знежирюється бензином, уайт-спіритом, ацетоном та ін. Потім слід піско-дробеструйная обробка поверхні за допомогою ручного пневмораспилітеля марки САМ-2 до металевого блиску і одержання якості очищеної поверхні по ГОСТУ 9 - 402 - 80. Ємність разового завантаження піску в піскоструминному пістолеті дорівнює 0,7 л, що достатньо для очищення 0,5 м2. При необхідності завантаження повторюють.Для очищення можуть використовуватися і промислові стаціонарні піскоструминні апарати. Опескоструенная поверхню обов'язково повинна бути обдута сухим повітрям. Очищена таким чином поверхня повинна бути загрунтована не пізніше 6 годин при нормальних умовах, а при високій вологості не пізніше ніж через 1 - 2 години після закінчення очищення.
Нанесення шару грунтовки
Мета нанесення грунтовки - забезпечити проникнення рідкого лакофарбового матеріалу у всі нерівності і очищені місця зварного шва, біля шовної зони основного металу. Ґрунтовка після висихання підвищує адгезію покриття з металом.
В якості грунтовок використовують маловязкие лакофарбові матеріали, сумісні з основним (епоксидним, поліуретановим і поліефірним) покриттям. Дані про грунтовках останнього часу можна знайти в довідниках, отримати в якості рекомендацій науково-дослідних інститутів, проспектах фірм і т. д.
Відповідно до Правил технічної експлуатації резервуарів та інструкцій по їх ремонту в якості ґрунтувального шару рекомендується наступний склад грунтовки на основі матеріалу ЕП-00-10 (вага. частин):
ЕП-00-10 — 100
затверджувач — 8,5
розчинник Р-40 — 35 - 40
Склад розчинника: ацетон - 20%, етилцеллозольв - 30%, толуол - 50%, при відсутності Р-40 використовують ацетон і (або) толуол.
В якості грунтовок можуть бути використані інші ЛФМ. Ознакою ґрунтовки є наявність після назви марки і короткого шифру матеріалу нуля, наприклад, ЕП-0189, ЕП-... і т. д. Для більш кращого проникнення ґрунтовки метал рекомендується наносити її пензлем або валиком, так як розпилювач при нанесенні грунтовки залишає під нею дрібні повітряні бульбашки. Сушка (затвердіння) ґрунтовки відбувається швидко, за 30 - 60 хв. Наступні шари можна наносити по недосушеній грунтовці.
|
| Категорія: Захист нафтових резервуарів від корозії | Додав: 26.09.2016
|
| Переглядів: 816
| Рейтинг: 0.0/0 |
|